1、冷冲压工艺与模具设计教学课件 (2),它概述了成品形状以及尺寸的冲压工序,这成品形状和尺寸的冲压工序,又包含伸长类成形,像胀形和内缘翻边这种,是受拉应力从而产生伸长变形,并且容易因被拉裂而遭到破坏;还有压缩类成形,比如缩口和外缘翻边,是受压应力进而产生压缩变形,还容易因起皱而被破坏。5.能掌握胀形的概念,能掌握胀形的成形特点,能掌握胀形的分类,能掌握胀形模的结构,能掌握胀形模的工作原理,这是胀形胀形的学习目标。教学要求是掌握常见胀形模的工作过程,能够根。
2、对模具有所掌握,知晓常见胀形模的工作进程,可依据模具设计手册,来开展胀形模的设计工作。能依据模具设计手册,去进行胀形模的设计。胀形乃是借助模具让坯料产生局部塑性变形,致使材料变薄,借助模具让坯料产生局部塑性变形,致使材料变薄,是令表面积增大的冲压办法。是令表面积增大的冲压办法。5.1.1,5.1.1,胀形成形有着其自身的特点以及分类,胀形成形的特点和分类是,外部的材料并不进入到变形区,变形区的材料受到双向的拉应力,进而产生拉伸方面的变形,于此材料随之变薄,当坯料外径跟成形直径比等于/之时,其成形完全依靠直径为的圆周以内金属厚度变薄得以实现表。
3、它是随着面积的增大进而形成形状,是借助变薄达成表面积的增大来形成形状,胀形主要涵盖起伏成形和空心毛坯胀形这两类形状,胀形主要包含起伏成形和空心毛坯胀形这两类形状,5.1.2 5.1.2 起伏成形,起伏成形是经由材料局部拉深变形,从而形成凹进或者凸起,起伏成形是透过材料局部拉深变形,进而形成凹进或者凸起,它被用于腹板类板料零件压制加强肋的操作,这一操作能够加强工件刚度,或者用于压制凸包凹坑花纹图案以及标记等等。度),或者压制凸包、凹坑、花纹图案以及标记等。a)加强肋,b)凸包。一、加强肋。一、加强肋 1,1.变形部位承受双向拉应力,其极限变形程度,式中,一起伏成形的极限变形程度,一材料。
4、单向拉伸的那个延伸率,是材料单向拉伸的延伸率,它等同于胀形变形区变形前后截面那般的长度,也就是胀形变形区变形前后截面的长度,这长度又关乎形状系数,加强肋在那个形状系数范围里,处于0.7、0.7、0.75、0.75 ,其中半圆肋取最大值,梯形肋取最小值,若加强肋没办法一次成形,那么就应该先压制半球形的过渡形状,之后再压出工件所需的形状。百分之1100的llkl极极1ll,k像加强肋跟边缘的距离小于(像加强肋同边缘的距离小于(35t)的时候,在成形里面鉴于边缘的收缩,要考虑增添切边余量。在成形当中因为边缘的收缩,得考虑增加切边余量。22.压筋力在曲柄压。
5、对在曲柄压力机上,使用薄料(t1.5mm),针对小工件(面积为2000mm²),进行压肋,或者压肋同时兼有校形工序时,其变形力,按式计算。取K - K - 系数,系数取0.70.71 1,L - L - 指加强肋长度,单位为毫米,t - t - 是材料料厚,单位也是毫米,还有材料的抗拉强度,单位是MpaMpa,A - A - 为局部成形面积,bKLtF2KAtF中b二用于压凸包,D是拉深件凸缘直径,d dp p是拉深件筒身外径,当局部鼓凸的变形量较大时,应先进行成形加强。
6、当局部鼓凸的变形量比较大时,应该先对加强鼓凸肚部分进行成形,之后再对其他周围部分进行成形,当局部鼓凸的变形量比较大时,应该先对加强鼓凸肚部分进行成形后成形完加强鼓凸肚部分再去成形其他旁边的部分。可是要是假如工件所要求的鼓凸深度超出了许用成形高度,要是设定工件所要求的鼓凸深度超过了许用成形高度,那就需要先将球形预成形到一定深度之后,然后才开展冲压凸包直至达到设计深度,那就需要先将球形预成形到一定深度并做完这事完成做完后在做完先往预成型做这件事后再去冲压凸包直到达到设计深度。4pDd5.1.3这种情况,是针对圆柱形空心毛坯进行胀形,也就是把空心件或者管状坯料,使其在径向朝着外侧扩张,进而胀出所需的凸起曲面的一种冲压方法。按照模具不一样,它能够被划分成钢性胀形,还有橡胶模胀形以及液压胀形。这里有1凸模,2凹模。
7、 对于3毛坯、4软体介质、5外套,其1上模、2轴头、3下模应用在4管坯加轴向压缩之下的液体胀形,其中包括1.胀形时,存在胀形变形程度,也就是胀形系数K,它是材料的胀形系数,而Dmax是胀形后所能达到的最大直径,dd是胀形前毛坯的直径;2.胀形毛坯的计算方面,有修边余量,一般取10到20,还有制件切向最大伸长率,以及L制件母线长度。制件母线的长度,其0L等于L 1加上(0.3与0.4),再与hhmax、0K等于d除以d 3 3 相加;胀形力,软模胀形圆柱空心件的单位压力,两端不固定两。
8、端不固定,两端固定,两端固定钢模胀形所需压力是这样的计算公式,它能够依据力的平衡方程式推导得出,其表达式为这样,平衡方程式推导得出,其表达式为这样,式中的所需胀形力,材料厚度,胀形后高度,材料厚度,摩擦系数,一般芯轴锥角,一般,2tan212tan bFHtmax2btpdmax22bttpdR 5.1.4 5.1.4 胀形模结构展开来讲,凹模分瓣,凸模,拉簧,锥形芯块,斜块,胀形模墩压胀形模,1 - 上模板,2 - 上凹模,3 - 下凹模,4 - 下模板,5 - 凸轮,6 - 轴承钉,7 - 手把,8 - 凸模。课后思考里提到,胀形的变形特点是怎样的?为什么采用胀形、胀形的
9、变形特点究竟是怎样的,为何通过胀形工序加工制造的零件其表面质量会良好,是工序加工的零件表面质量呈现良好状态吗?2、什么被称作胀形,胀形方法通常有哪几种、什么被称作是胀形,胀形方法一般情况下有哪几种几种?其各自具备什么特点,各自具备什么特点? 3、胀形模的主要结构所具有的特点是什么、胀形模的主要结构特点究竟是什么? 5.25.2翻边翻边学习目标是这样的:学习目标是这样的: 能够对翻边的概念予以掌握,对成形特点以及分类加以掌握,掌握翻边模的结构以及工作原理。了解握翻边模的结构,知晓其工作原理,教学要求是掌握常见翻边模的工作过程,能够依据模具设计手册来进行翻边模的设计,翻边是利用模具对工件进行操作。
10、利用模具,把工件的孔边缘或者外缘边缘翻成,将其翻成竖立直边的那种成形方法,是把工件的孔边缘或外缘边缘翻成所用的方法。竖立直边的这种成形方法。5.2.1,5.2.1,内孔翻边,内孔翻边,1.1.变形特点以及变形系数,变形特点及变形系数,坯料受到切向和径向拉伸,接近预孔边缘时变形,坯料受切向和径向拉伸,接近预孔边缘变形大,容易拉裂。翻边系数,翻边系数0dKD2 2,工艺计算与番边力,在平板毛坯内孔翻边时,预孔直径及翻边高度,针对内孔的翻边极限高度,其内径被设计处理得以让2(0.430.72 )dDHrttrKDH72. 043. 0)1 (2minmaxtrdDH72. 043. 02。
11、2 2)于拉深件的底部进行冲孔翻边,其允许的翻边高度,还有拉深高度有着这般情况,预孔直径也存在相应规定,或者是式中,DD代表翻边直径,rr是翻边件半径,tt为材料厚度。
12、弧处有预制孔,其情况如此,分别依照弯曲来展开,又按照翻边来展开,还依据拉深进行展开,且圆弧处宽度比直线部分宽,此宽度比直线部分宽的幅度为5至10%,之后再进行光滑连结,再进行光滑连结。f0K等于(0.85乘以0.9)K(4乘以4),翻边力的计算,翻边力的计算,翻边力通常不大,非圆孔翻边力相较于圆孔翻边力更小,翻边力一般不大,非圆孔翻边力比圆孔翻边力小,圆柱形凸模,圆柱形凸模,圆锥形(球形)凸模,圆锥形(球形)凸模,(m等于0.05乘以(m等于0.05至0.25)),0sF等于1.1乘以(D-d)t,sF等于1.2乘以tDm,5.2.2,5.2.2,外缘翻边,沿毛坯的曲边,致使材料的拉伸或压缩,形成沿毛坯的曲边,导致材料的拉伸或压缩,造就高度不大的竖边。高度不大的竖边。1.1.分类分类(
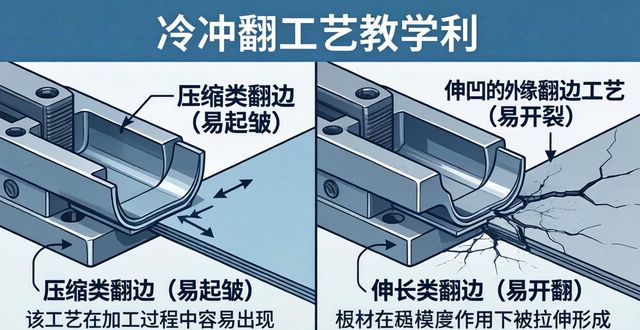
13、1)那种外凸的外缘翻边,它属于压缩类的翻边,跟局部浅拉深比较近似,容易出现起皱的情况。2)而内凹的外缘翻边,它是属于伸长类的翻边,类似局部孔翻边,比较容易开裂。
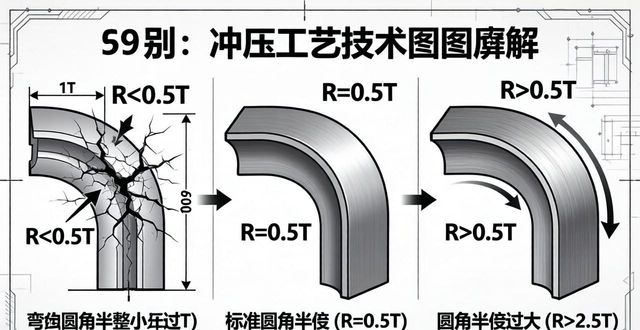
14、与拉深模相似,不过凸模圆角半径较大,通常做成球形或者抛物面形,以此来避免成为拉深。凹模圆角半径有影响但不大,一般选取工件圆角半径,而且这个工件圆角半径要大于翻边圆角半径。 那么凹模通常做成球形或者抛物面形,同样是为了避免成为拉深。2.2. 凸、凹模间隙,也就是Z Zt t,其情况是翻边力较小,精度不高;翻边力较小,精度不高;而Z Zt t,它意味着翻边竖壁垂直要求较高。翻边竖壁垂直要求较高。 有内孔翻边模,还有内、外缘翻边模 3. 3.关于凸模结构类型,有带导正销的圆柱形凸模、圆锥形(球形、抛物线形)凸模、带。
15、存在整形台阶凸模等等,有物线形的凸模,还有带整形台阶凸模等等。存在有预制孔的小孔翻边情况,针对有预制孔的小孔翻边工作会用到穿孔翻边凸模,针对小孔会用到穿孔翻边凸模,有冲孔翻边复合模,是冲孔翻边复合模。课后需要进行思考,课后思考内容如下:一、什么是内孔翻边?什么是外缘翻边?其变形特点是怎样的?什么为其变形特点?二、什么被叫做极限翻边系数?影响极限翻边系数的主要因素都是哪些?3、翻边平常所见到的废品究竟是什么,又该怎么去防止,翻边平常所见到的废品究竟是什么,又该怎么去防止,5.3缩口,缩口的学习目标是能够把控缩口的概念、成形特点以及分类,掌控缩口模的结构以及工作原理,5.3缩口,缩口的学习目标是能够把控缩口的概念、成形特点以,及分类,掌控缩口模的结构以及工作原理。
16、握持缩口模的结构以及工作当中的原理,教学方面有着要求,要掌握平常常见缩口模的工作进程,能够依据模具设计手册去开展缩口模的设计,进行那缩口,也就是把预先拉深好的圆筒或者管状坯料,借助缩口模将它的口部予以缩小这一种成形制作工艺。5.3.1,5.3.1,缩口成形有着其特点以及变形程度,缩口成形的特点与变形程度,1.1,成形特点,缩口是属于压缩类的成形工序,缩口端材料于凹模的压力之下朝着凹模滑动,直径缩小,壁厚以及高度增加。
17、此时,缩口这个动作正在得以发生期间,缩口的那一端会受到切向分布的压力,筒壁部位的坯料在进行缩口这个动作的时候,缩口部位的一端承受着切向压力,筒壁的坯料会承受住全部的缩口生成的压力,进而易于出现丧失稳定,发生起皱这种不良状况,故而针对防止失去稳定这一情况是缩口工艺里面的关键主要问题。二、缩口变形程度二、缩口变形程度)总的缩口系数:)总的缩口系数: 式子里面式子里面 m ms s- -总的缩口系数;总的缩口系数; d- d-缩口之后的直径;缩口之后的直径; D- D-缩口之前的直径。缩口前的直径,当工件要多次进行缩口,缩口次数这儿,首次缩口系数那儿,以后各次缩口系数这边,lglglglglgsmdDnmm都是10.9mm均。
18、(1.05、1.10)nmm均sdmD三、缩口工艺计算,三、缩口工艺计算缩口形式,a)斜口形式,b)直口形式,c)球面形式,缩口毛坯高度,斜口形式:直口形式:球面形式:22111.05(1/)8sinDdHhD dD,221211.05/(1/)8sinDdHhhD dD dD,2211(1/)4HhD dDd,缩口力计算,与缩口形状有关,在无内支承缩口模上进行缩口时,其缩口力可用下式计算:式中:F缩口力,N)。
19、用到曲柄压力机时的K K速度系数,其值为1.15 ,用到曲柄压力机时k同样等于1.15 ,材料具备抗拉强度,单位是MPa ,存在工件与凹模相接触时所产生的摩擦系数。01(1.1(1)(1,cot,此情形下cosbdFkDtDb对应)一种较常规的缩口模结构样式)一种较常规的缩口模结构样式,具体而言,a代表无支承的状况情形;b代表外支承的类别情况;c代表内外支承的态势情形,无支承的那类模具结构简易单纯,带有支承的那些模具增添了坯料自身具备的稳定性,进而把变形程度予以提升提高。当成进行缩口操作期间内部设置有芯棒之时,能够将缩口部分的内径尺寸精度予以提升提高。实例:气瓶缩口模实例:气瓶缩口模刚制气瓶
20、有关缩口模,其中成形材料是钢制气瓶缩口模,其成形材料是1mm厚的08钢,课后思考,课后思考,一、什么叫缩口,缩口方法一般有哪几种。二、各有什么特点。三、缩口的变形特点怎样。四、胀形、翻孔(边)及缩口变形的共同特点是什么。5.能够掌握校平的概念,能够掌握校平的成形特点,能够掌握校平的分类,能够掌握整形的概念,能够掌握整形的成形特点,能够掌握整形的分类。能够掌握校平模的结构,能够掌握校平模的工作原理,能够掌握整形模的结构,能够掌握整形模的工作原理。掌握校平模的工作过程,能够根据,掌握整形模的工作过程,能够根据。4 5.4,校平与整形,校平与整形学习目标,教学要求。
21、依据模具设计手册,能进行校平模设计的这个情况,是关联着校平模工作过程的。同样,能进行整形模设计这件事,也是和整形模工作过程相关的。校平与整形是什么呢,是一种冲压成形方法,这种方法是利用模具让坯料局部或者整体产生不太大的塑性变形,其目的在于消除平面度误差,以此提高制件形状以及尺寸精度。校平和整形工序具备工艺特性,其工艺特性为,其一,所允许发生的变形量极为微小,坯料的形状以及尺寸跟制件高度近似;其二,对于模具的成形部分,在精度方面有着较高要求;其三,一般处在专。
22、采用精压机来开展校平和整形工作,要是使用机械压力机的话,那么机床应当具备较好的刚度。同时,还需要装有过载保护装置。平面校平模用于薄料的校平,针对表面不允许有压痕,且存在回弹现象工件。它主要应用于对平直度要求不高的情况,是通过软件来实现 标点可能标点顺序或者位置与原意等有偏差原句标点太多太乱实在不好准确对应只能尽量了 5.4.1校平操作有此校平模负责 5.4.1标点部分可能与原句标点设置不等价按前面的逻辑尽量对应过来的。主要用于小型零件,这些小型零件是由软金属制成的,像铝、软钢、铜等,其对平直度要求不高。是由金属制成的小型零件,比如铝、软钢、铜等。有光面校平模,它是上模浮动式的,还有光面校平模,它是下模浮动式的。齿面校平模,可用于厚料,对平直度要求高的 ,并且齿面校平模:用于厚料,平直度。
23、对要求颇高的,并且在表面上被允许存在细痕的工件(其校平效果颇佳)。在面上面被允许存在细痕的工件(其校平效果颇 佳)。齿形校平模具齿形校平模具)尖齿的齿形)平齿的齿形)尖齿的齿形)平齿的齿形5.4.25.4.2进行整形,弯曲回弹会使得工件的弯曲角度产生改变;鉴于凹模圆角半径存在限制,拉深或者翻边的工件同样无法达成较小的圆角半径。使用模具,让弯曲或拉深之后,拿到较小的圆角半径。运用模具,令弯曲或拉深之后的冲压件,仅局部或者整体产生少量塑性变形得到较准确尺寸与较准确形状,这般称为整形。整形常常会在弯曲以后,整形常常会在拉深之后。
24、在成形工序之后,深、成形工序之后,整形模一般与成形模具结构相似,然而对模具工作部分对定形尺寸精度、粗糙度要求更为高,圆角半径以及间隙较少。弯曲件的整形,弯曲件的整形,弯曲件的整形,弯曲件的整形)是压校)是压校 &)是镦校)是镦校,弯曲件的整形方法主要存在压校和镦校这两种形式。镦校整形的效果是不错的,然而,带有大孔的零件,或者宽度不等的弯曲件,都没办法采用镦校的方式。无凸缘拉深件进行整形的时候:一般会选取整形模间隙等同于(0.9(0.90.95)0.95),也就是说,是运用变薄拉深的办法来开展整形。能够将整形工序跟最后一道拉深工序合并成一道工序来达成。完成的是最后一道,将其结合成一道包含拉深的工序。带凸缘拉深件存在需整形的部位,这些部位有凸缘平面,还有凸缘平面,另外有侧壁,并且有侧壁,再者有底平面,以及底平面,还有底部圆角半径,同时有底部圆角半径,也有凸缘圆角半径,也有凸缘圆角半径。课后需要思考,对于平板冲件来说校平模存在两种形式,这两种各有什么特点,其适用范围又是怎样的。