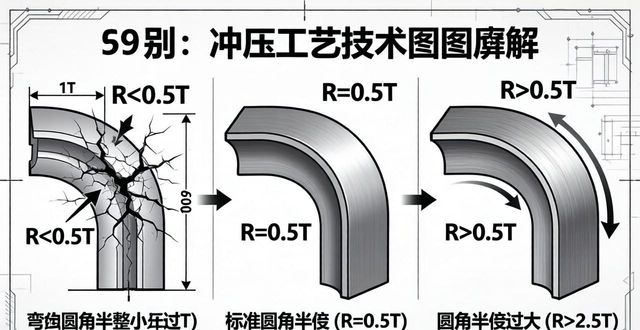
拉深件工艺性意思是,拉深件于拉深工序之中生产出来的难易程度,1,这是对拉深件外形尺寸提出的要求,2,这属对拉深件形状的要求,3,这是拉深件的圆角半径,4,这是尺寸公差等级以及表面质量的要求(看表4 - 2,4 - 3,4 - 4),深件工艺性所涵盖的内容,3杯盖冲压工艺带台阶拉深件高度尺寸的标注拉深件的圆角半径。
4.3杯盖冲压工艺,从3.1杯盖拉深工艺性的零件图能够看出,其尺寸全都不存在公差要求,所以精度并不高,属于一般的零件,其公差按照IT14处理,这给模具制造带来了极大便利。材料是1Cr18Ni9Ti钢,具备优良的塑性,形状简单,该零件属于浅圆筒形拉深件。零件底部在φ60mm的圆周上均匀分布着6个φ6mm的孔,中间有一个φ15mm的孔,孔与孔之间、孔与边缘之间的间距较大,符合冲孔要求。零件底部圆角为R2,大于材料厚度mm。综上分析,该零件可以采用冷冲压工成形其拉深的工艺性很好
4.3.2杯盖冲压工序进行安排,工艺方案方面,该拉深件的形状,其结构较为简单,所需采用的工序仅仅有落料这一工序,此外还有拉深工序,以及冲孔等工序,正是基于此使得其成形的方案存在以下几种情况,其一为落料,然后进行拉深,最后进行冲孔。其二是落料之后,进行拉深、冲孔复合操作。其三是落料、拉深进行复合,接下来再进行冲孔。其四是落料、拉深复合,并且冲孔也进行复合。
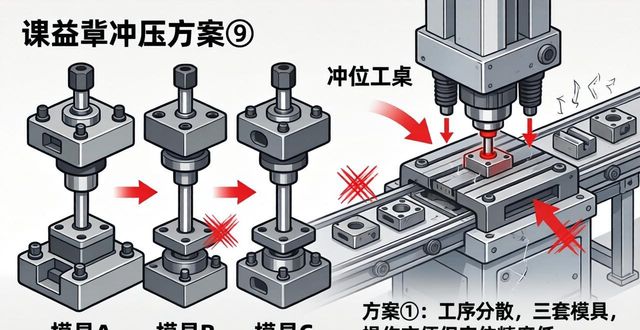
4.3.2杯盖冲压工序有着相应的安排,工艺方案分析案①具备这样的优点,其模具结构简单,制造周期短,寿命长,操作方便。不过它也存在缺点,工序分散,需要三套模具,要在三个工位上进行生产,零件定位精度低,半成品在工位的转场过程中,容易受到划伤。案②以及方案③工序集中度相对较高,然而仍然需要采用两套模具,生产时零件定位精度低。案④具有的优点是采用了工序集中的生产方式,只需要一套模具,零件定位精度高,能够避免半成品在各工位之间存在的转移情况,占用的场地较小。其点数就是模具结构较为复杂,制造要求高。综合以上所做的分析,鉴于产品的批量是比较大的这种情况,应当去考虑那种工序集中的工艺方式。所以采用方案④,也就是通过落料、拉深、冲孔复合模来进行生产,这样做既能够满足产品批量方面的要求,又可以保证产品自身的质量以及模具具备合理性。
4.进行3.3杯盖冲压工艺编制,开展冲压工艺计算,进行样图设计,计算材料的利用率,计算坯尺寸,进行压力计算,可以选择压设备。
2.冲压工艺程卡编制.3.3杯盖冲压工艺编制