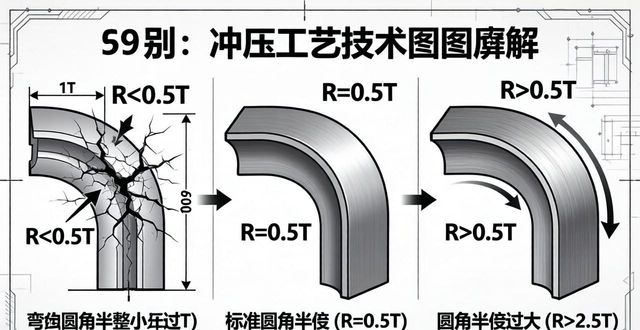
第七章 7.1典型案例,7.2概述,7.3冷挤压工艺性那进行分析,7.4冷挤压工艺参数去作计算,7.5冷挤压模具结构来做设计,7.1典型案例,7.2概述中的7.2.1概念,冷挤压是把冷挤压模具安装在压力机之上,借助压力机单纯的往复运动,致使金属在模腔内产生塑性变形,进而获取所需要的尺寸、形状以及具备一定性能的机械零件。7.2.2,冷挤压方法 ,(1)正挤压,(4)径向挤压。7.2.3,采用冷挤压必须解决的主要问题 ,1)冷挤压加工的材料 ,2)冷挤压工艺方案 ,3)毛坯软化热处理方案 ,4)毛坯表面处理方法及润滑剂 5) 模具结构,模具工作寿命、生产率和安全 ,6) 冷挤压模具材料及热处理方法 ,7) 机器与设备。7.3,冷挤压工艺性分析。7.3.1,冷挤压变形特征 ,(1)正挤压时的金属流动 ,(2)反挤压时的金属流动 ,(3)影响金属流动的主要因素 ,1)摩擦力的影响 ,2)模具形状的影响 ,3)变形程度的影响 ,4)其它因素的影响。7.3.2,冷挤压工艺性要求 ,(1)冷挤压件的尺寸设计原则 ,1)金属流动剧烈处的过渡圆角半径R应尽可能增大,与挤压力方向垂直的受力面应增大斜度α。2)需掌控凹模与凸模间金属在成形结束时的最小厚度,如此这般,才能避免变形抗力急剧变大以及延长模具的使用寿命咧,具体就是要把最小厚度控制在s和b。然后要说的,挤压件的最终尺寸d和D,不能过小或者相差得太厉害,得处于允许的变形程度范围之内。还有挤压件的精度和表面粗糙度,精度相关情况见表7 - 2到表7 - 4 ,而表面粗糙度,有色金属对应的是Ra0.4mm这种状态;黑色金属对应的是Ra0.8mm这种情况。(3)根据零件工作图结构形状来作实例工艺性分析,该零件没办法通过冷挤压成形的方式达成完全成形,孔2×Φ3.5应当采用成形之后借助钻销方法再度加工成形。Φ31阶梯孔对挤压成形不利,应当在成形之后运用镗销方法进行加工成形。所以,把该零件转变成能够挤压成形的形状,如图所示。7.4,冷挤压工艺参数进行计算,7.4.1,毛坯尺寸予以确定,(1)毛坯直径选用实心圆柱毛坯,其直径是工件筒部外径,那么D等于工件外径,等于Φ36,(2)毛坯体积,毛坯尺寸计算的原则是以等体积法来计算,也就是,毛坯体积等于工件体积,①工件筒部体积,②筒部凸缘部分体积,③毛坯高度尺寸H,7.4.2,冷挤压变形程度的计算,常用断面缩减率εS来表述,也能够用挤压比R或者对数挤压比φ来表示,计算方法见表7-4。实例运用端面缩减率εS展开挤压变形程度的计算。在挤压过程中,存在径向挤压部分的特定变形程度εS ,与反挤压部分的另一变形程度ε′S ,且ε′S 呈现出某种情形,以至于能够达成一次挤压成形这般的效果。7.4.3则是关于冷挤压力计算的相关内容,在实际工作里主要借助查图表的方式予以确定。(1)有色金属单位挤压力p的确定,(2)黑色金属挤压力F的确定,总挤压力F的计算,有色金属挤压力F等于单位挤压力p乘以凸模工作部分横截面积S,例题中引用工件的挤压力F等于p乘以S,等于300乘以2295.2,等于688560(N),关于S的计算参见毛坯尺寸确定部分,可知S等于2295.2,考虑一定的安全系数可选用1000kN压力机。7.冷挤压模具结构存在设计,7.5.1中冷挤压有必须解决的主要问题,针对此对冷挤压模具结构还产生了相应要求,1这一部分要求模具得有足够强度以及刚度,垫板要有足够厚度还有硬度,上模座以及下模座都要由碳钢来制作;2模具工作部分的形状与尺寸务必要合理,这样才有利于金属的塑性变形,进而能够降低挤压力;3模具的材料选择、加工方案以及热处理规范的确定都应当合理;4模具的安装需要牢固且可靠,易损件的更换、拆卸以及安装都要方便;5模具导向要良好之,以此来保证制件的公差以及模具寿命;6模具要容易制造,成本须得低;7放、取制件要方便,操作得简单、安全。7.关于5.2冷挤压凸、凹模设计,首先,对于凸模,当挤压纯铝薄壁件凸模工作部分长度较长时,为增加凸模稳定性,可将凸模下端面开出工艺凹槽,有实例采用该种结构,此为实例用凸模结构。其次,对于凹模,其一,有反挤压方式;其二,存在正挤压方式;其三,凸、凹模工作部分尺寸计算方面,凸、凹模工作部分尺寸计算公式见表7 - 9;其四,关于组合凹模,凹模的总体结构分为整体式和预应力组合凹模,组合凹模又可分为两层和三层结构式。②属于二层,组合而成的凹模 ,③具备是三层,组合而成 凹模的类型,④关于组合凹模,存在压合的方法 ,a)通过加热,然后进行压合(热装法),把外圈进行加热,达到适宜在温度范围,再套配置放到内圈之上 ,等到外圈出现冷却之后,把内圈切实进行压紧。热装的时候,能够不需要另行加工出斜度。b ,(强力压合),将各个配合面制作成一定的锥度 ,在室温环境下,利用液压机实施压合。5)针对冷挤压凸模以及凹模 ,在材料选择方面存在要求 ,1)凹模和凸模 ,两者必须拥有很高的强度以及硬度 ,在处于高温的情况下 ,仍然能够维持足够的强度与硬度。2)凸模与凹模 ,在冲击条件这个环境下加以工作,应当具备相当程度的韧性。3)凸模所使用的材料,应当具备相对较好的抗弯强度,4)因为模具是在冷热交替变化的应力状况之下进行工作的,所以模具所采用的材料应当能够承受得住这种考验,5)并且模具材料务必要是较为容易进行切削加工的。 (4)在凹模结构设计的实例当中,当模具处于工作状态时,凸模进入凹模之后,必然要形成封闭的模腔。6)用于确定凹模各图结构尺寸的内圈(凹模)工作图,其材料为40Cr,经热处理后硬度为45至47HRC;外圈工作图,材料是Cr12,热处理后硬度为58至62HRC,还有顶件块,它们构成了模具结构,其中包含冷挤压模具结构图,工件名称是大功率电容器外壳,生产批量为大批量,材料是纯铝1050A(L3),壁厚为4mm,是正挤压空心件,其有挤压示意图以及毛坯与挤压零件,正挤压实心件同样有挤压示意图以及毛坯与挤压零件,反挤压有相应的挤压示意图以及毛坯与挤压零件,复合挤压也分别有挤压示意图以及毛坯与挤压零件,冷模锻零件有毛坯和零件,径向挤压有毛坯和零件,工件的冷挤压成形工艺方案有以下三种,其一为采用圆柱毛坯,通过径向挤压成形凸缘部分,再经反挤压成形筒部。②选用圆柱毛坯,预先把它成形为杯形,通过正挤压来达成工件所需的要求。 ③应用圆柱毛坯,借助复合挤压一次性将其成形。采用试件毛坯,使用试件挤压后的网格,观察反挤压杯形金属的流动情况,有a)b)c)d),分析凹模中心锥角对金属流动的影响,a)为 -60° , b)为 -90° , c)为 -120° , d)为 -180° ,探讨挤压成形形状,呈现凸缘部分毛坯尺寸计算图,提及有色金属单位挤压力以及黑色金属反挤压力图算表,有a)b)c),介绍反挤压凸模工作部分形状,a)是锥形带平底的凸模 ,b)是尖角锥形凸模 ,c)是平底凸模 ,还有有色金属反挤压凸模 ,有a)b)c),阐述凸模工作端面工艺凹槽的形状,a)为圆形 ,b)为方形 ,c)为矩形 ,材料是Cr12MoV ,热处理为60~64HRC ,有挤压凸模 ,有a)b)c) ,d)e)f) ,介绍反挤压凹模的基本形式 ,a)b)c)d) ,反挤压凹模呈现三层组合凹模 1400<p≤2200~2500 ,二层组合凹模 1200<p≤1400~1600 ,整体凹模 ≤1000~1200 ,给出简图,显示凹模形式及单位压力(p凹/MPa) ,涉及组合凹模的选择,包含二层组合凹模以及三层组合凹模 ,有a)b) ,讲述预应力圈的装法,a)为由内到外 , b)为由外到内 ,呈现实用两层组合凹模结构 ,u2是径向过盈量 , γ是装配斜角,取γ=0.5,列出预应力组合凹模的设计步骤 ,1)根据单位挤压力选择凹模结构形式 ,2)基于前面的推荐值选择确定总直径比a,实例组合凹模选择a31=4 ,3)确定各图的直径 ,①外圆外径d3,由步骤2,已知 d3=a31d1=4×66=264 ,d3取260mm ,②内圆半径d2 ,d2=a21×d1 ,a21根据a31的取值,查右图 ,由凹模结构图,取a21=1.8 ,d2=a21×d1=1.8×66=118.8 ,取d2=120mm ,u2=β2d2 ,c2=δ2d2 ,说明两层组合凹模的a31与a21的关系 ,4)确定组合凹模的轴向、径向过盈量c2和u2,β2、δ2为过盈量系数 ,β2=0.008 ,δ2=0.16 ,则 u2=β2d2=0.008×120=0.96mm ,c2=δ2d2=0.16×120=19.2mm ,介绍两层组合凹模轴向过盈量系数δ2 ,介绍两层组合凹模径向过盈量系数β2。