铁皮如何敲半圆
铁皮敲半圆可以通过使用合适的工具和技术,将铁皮弯曲成所需的半圆形状。要实现铁皮敲半圆,首先需要准备一些基本的工具和材料。这包括一块足够大的铁皮、一个半圆形的模具或模板、锤子、钳子以及可能需要的保护手套和眼镜。确保工作区域安全,避免在操作过程中发生意外。

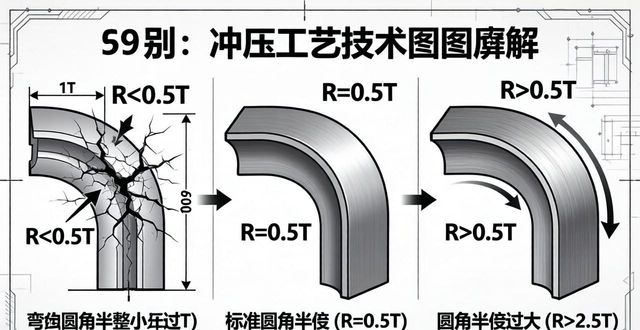
如图红圈处所示,把你想要折圆弧的地方,放在折弯机下。按动开关,折弯机下压。如图红圈处所示,折弯机压住铁片后,手只需要小幅度的抬起即可,这样就不会形成过大的角度。这时再把折弯机抬起,把铁片往前送,重复以上三步,根据你想要圆弧的大小,重复做三次,或三次以上。
冷作工(钣金工)用手工下料手工制作;或手工放样机械下料、成型,拼装。图片中的桶都是咬口结合。
圆面积:S=πr,S=π(d/2)。(d为直径,r为半径)。半圆的面积:S半圆=(πr^2)/2。(r为半径)。圆环面积:S大圆-S小圆=π(R^2-r^2)(R为大圆半径,r为小圆半径)。圆的周长:C=2πr或c=πd。(d为直径,r为半径)。
口径是指这个圆形或半圆形的直径。设直径是D,由于是卷成半圆,所以这半圆的弧长等于1米,由 πD/2=1 得 D=2/π=2/14=0.637(米) 。
冲压模具一个孔切三边怎么切
冲压模具切割一个孔切三边通常可以采用两种方法。刀具分别切割三边:可以使用立铣刀或平铣刀等工具分别沿着三条边分别进行切削,然后将三个切口连接起来,即可形成一个孔切三边的形状。分别制作三个半圆刀具:可以设计三个与所需切割形状相应的半圆形刀具,分别沿着三条边分别进行切削,最终将三个切口连接起来,即可形成一个孔切三边的形状。
在冲压加工中,涵盖了多种工艺,如冲裁、切开、切边、切舌、切断、扩口、冲孔、冲缺、冲槽、冲中心孔等。这些工艺通过精确控制模具的形状和位置,使板料按照预定方式变形,实现各种复杂形状的制造。
凿切与深孔冲裁:凿切是利用尖刃模具进行落料或冲孔;深孔冲裁是孔径小于或等于材料厚度时的冲孔工序。重要性 冲压模具的设计与制造技术水平直接影响冲压件的质量、生产效率以及生产成本。
对于一些特定的冲孔任务,如使用1毫米铁板冲直径为50的半圆球,通常需要经过落料、拉伸和整形修边三个步骤。在具体操作过程中,下模座的漏料孔尺寸需要比凹模的下边孔尺寸大1毫米即可。在模具设计手册中,可以找到更多关于冲孔凸凹模尺寸确定的具体指导和建议。
板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工或压力加工的主要方法之一,也隶属于材料成型工程技术。
模具流道开整圆和半圆的区别
主要区别在于该模具的热流道系统的流量大小,整圆的大,半圆的小。
流道截面设计常见为圆形、梯形、改良梯形、半圆形和长方形。圆形流道最佳,具有最小的压力降和热损失,但加工成本较高。梯形流道适用于三板模,可避免圆形流道与模板滑动件之间的干涉。不同形状的流道可通过水力直径进行比较,水力直径定义为截面面积、周长和直径的函数。
如果按相等料量的流动来说,则以圆形截面的流道阻力小。但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又不易对准。因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上。
冲孔时冲头和冲模孔的尺寸如何确定
1、冲孔时,孔的尺寸是基准。所以,要以凸模的尺寸来确定凹模的尺寸。冲裁的间隙要放在凹模上,即:凸模的尺寸+冲裁间隙=凹模的尺寸。而冲裁间隙则是根据冲压板料的厚度、以及材料的性质来确定。
2、在实际操作中,冲孔凸凹模的尺寸需要依据零件图纸的要求和材料厚度来确定。通常,材料较厚时,凸凹模的间隙会相对较大;而材料较薄时,凸凹模的间隙则会相对较小。因此,在设计模具时,必须充分考虑这些因素。
3、冲孔一般以凸模的直径为基准,凹模单边放大百分之二至五间隙。冲孔把坯料内的材料以封闭的轮廓和坯料分离开来,得到带孔制件的冲压方法。具体可以查模具设计手册、拉伸。
4、在10mm厚的铁板上冲一个直径12mm的孔,冲模孔的尺寸应该做Φ13mm左右。以下是具体分析:冲头尺寸:考虑到孔的尺寸应为正公差,以确保冲压后孔的直径达到设计要求,冲头的尺寸应该略大于孔的直径,通常为Φ13mm左右。冲裁间隙:对于10mm厚的铁板,冲裁间隙值通常设定为料厚的20%左右,即2mm。
管冲孔模的冲头,芯棒,凹摸尺寸如何选择
在选择凸模和凹模的尺寸时,需要考虑材料的厚度。对于较厚的材料,凸凹模之间的间隙通常会相对大一些;而对于较薄的材料,这一间隙则需要设定得更小一些。这是因为较厚的材料在冲压过程中更容易发生变形,因此需要更大的间隙来保证材料的正常流动。具体到零件图的要求和材料厚度,凸凹模的尺寸需要严格遵循设计规范。
标准模具的选用:(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。