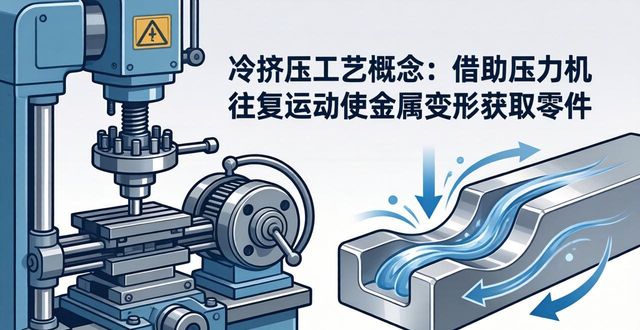
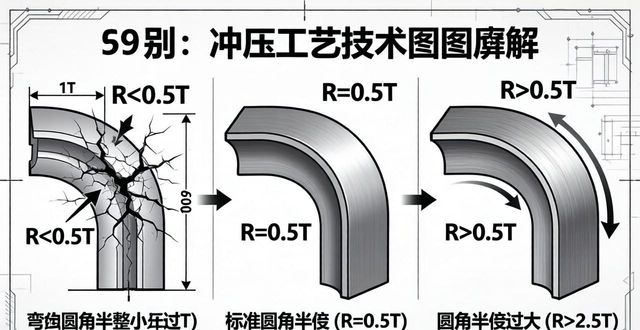
这类工艺的成形极限受到变形区厚度和宽度的制约根据金属在冷挤压过程中的移动趋势和凸模运作轨迹的不同,冷挤压可以划分成若干类型。在制造企业里,冷冲压工艺通常包含五个核心步骤。冲裁零件的横截面品质,源自四个关键因素的共同作用。当间隙偏大时,冲裁后材料发生弹性形变,导致下料产品的规格小于凹模尺寸,而冲孔产品的规格大于凸模尺寸。冲裁力的合力作用点叫做模具的压力中心,这个中心点必须和压力机的轴线重合,同时也要和滑块的中心线对齐。在板料不会损坏的前提下,能够弯曲成零件内表面最小的圆角半径叫做最小弯曲半径,这个数值用来衡量弯曲时的性能。弯曲件的回弹有两个主要表现,分别是形状和尺寸的变化。当弯曲半径与材料厚度的比值大于10时,弯曲半径相对较大,这时候弯曲件不仅会发生回弹,而且回弹的幅度也会比较明显。不变薄拉深时毛坯的展开尺寸要依照。拉深过程能否顺利开展的关键难点在于。第二项选择题(每题两分,总计十二分)一。在条料输送路径上。设有两个或更多个工位。且在压力机单次运动周期内。能在不同工位上接连完成两道或更多道冲压作业的模具称作。A.组合模具 B.连续模具 C.塑形模具 D.冲压模具 2. 设计冲压模具时,确定凸模、凹模刃口尺寸的主要参考依据是。切割时需以凹模为依据来测算,冲裁时则要按凸模为标准来测算,切割时应该采用冲裁件的最大规格,冲裁时应当选用冲裁件的最小规格,切割时可以以凸模为参照来测算,冲裁时则能够以凹模为基准来计算,复合模具同级进模具相较,复合模具的生产效率比级进模具要高