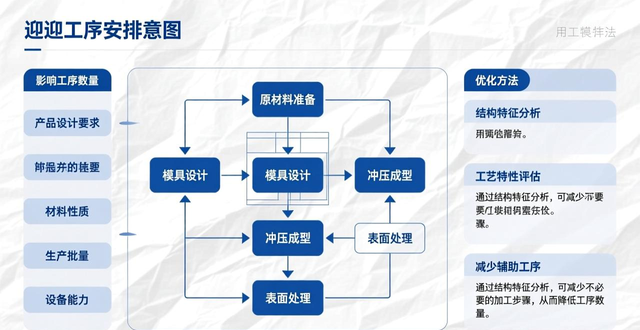
冲压工序安排中,工序数量受要求、材料性质等诸多因素影响,充分利用冲压件结构特征与工艺特性,适当减少辅助工序,能将工序数量控制到最少。冲压工序顺序安排主要取决于冲压变形规律和零件质量要求,还要考虑操作方便、毛坯定位可靠及模具简单等。拟定冲压工序顺序时一般应遵循下述原则:不允许“弱区”成为非 “弱区” 参与变形,同时不允许非变形区成为“弱区”参与变形。前工序得给后工序的变形区变成“弱区”创造条件,还得制止前工序去弱化后工序的非变形区,在接下来的每一道工序当中都不许再出现变形。34冲压工序的安排,孔通常要在平板毛坯之际就冲出来滴,然而后续工序里会变形或者受变形影响的孔就得往后再冲。拉深件外边缘以及翻边件竖边部分的孔分别于拉深及翻边做完后置冲出来。成形件(像拉深件、弯曲件那些)上精度要求比较高的孔还有有位置要求的孔,应该在成形之后冲出来,其余的孔能根据情况提前冲出。④ 当冲裁件上大孔靠近小孔,或者孔边距太小而不能同时冲出时,应先冲大孔以及精度一般的孔,之后冲小孔以及精度高的孔。35 冲压工序的安排中,对于多角弯曲件而言,主要从材料变形和板料在弯曲时的位置移动这两方面来考虑安排工序顺序,一般情形下是先弯外部弯角,随后弯内部弯角。诸如热处理、酸洗、检验等 36 冲压工序的安排五、工序的组合工序组合指的是把多个简单工序合并成为一道工序,采用连续模或复合模来进行冲压。进行工序组合之际,要考虑如下几方面问题:其一,针对大批量生产而言,应尽可能借助连续模或者复合模来冲压;对于小批量生产来讲,适宜采用单工序模冲压。其二,大尺寸的零件通常采用单工序模冲压,小尺寸的零件则需考虑运用连续模冲压 。③ 对于位置精度高的这类零件,应当着想采用复合模冲压,其位置精度排序为:复合模,连续模,简单模37,冲压工序的安排。 ④ 应有法子确保冲压出符合要求的零件,图示零件:要是将落料、拉深、冲孔组合成一道复合工序时,鉴于冲孔得在拉深完啦之前做完,冲出来的孔在后续的拉深变形里会变大进而难以确保孔的尺寸精度。38,冲压工序的安排⑤,得考虑模具强度问题,要是把落料、冲孔、翻边组合成一道复合工序,当翻边高度很小的时候,复合模里凸凹模的壁厚肯定很小,⑥,要注意工序组合后别给模具制造和维修带来太大困难,39第6章,冲压工艺设计,思考题???????这句话似乎存在重复和不太清晰的表述,我猜测你可能是想让我改写它,以下是改写后的内容:怀有信念是指怀有一个人珍视的美好愿景以及促使一个人不顾障碍去寻求其实现的热情,凭借信念,凭借信念 。 , 。很不好意思把它们拆分成这样的小分句呈现出来 , 。这里的“40谢谢观看 /欢迎下载”不太明确其与后面内容的关系 , 。如果有误解请你指出 , 。







