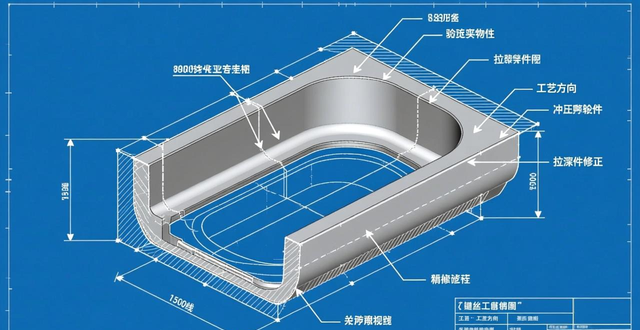
【正文】覆盖件成形各工序间,并非相互独立,而是相互关联的,边工序间有关系,在确定覆盖件冲压方向以及加工艺补充部分时,还得考虑修边、翻边时工序件的定位,以及各工序件的其它相互关系等问题。冲压工艺与模具设计2023年,所以,图中标出的1500线和800线分别表明,该位置处于前轮中心往前1500㎜处,以及车架上翼面往上800㎜处。③ 计算机绘图,于利用计算机作产品计时,能借助零件产品数据径直开展拉深件图设计,不过尚需借工艺模型与主图板予以验证,存在不符之处得加以修正。 ② 依据实物绘制,针对结构形状极为复杂之零件,鉴于产品图亦无法将零件的每一个尺寸都予以呈现出来,故而在绘制拉深件图之际,要依照零件实物或者主模型来确定冲压方向以及压料面。③ 当拉深件的法兰面呈现为复杂曲面形状之时,还能够在法兰面上标记出凸、凹模以及压料圈型面依照工艺模型进行仿制、配研的技术要求。并且要标记拉深件于汽车坐标系里的定位尺寸,拉深方向与坐标系的关系,后续工序示意线及尺寸等。冲压工艺与模具设计2023年( 1)拉深件图的要求① 依照拉深件的冲压位置来绘制 ,并非如同产品图那般按照零件在车身上的装配位置去绘制。 如图 。制件上面,要压出深度比较大的局部突起,或者鼓包,有时候,光靠从外部流入材料,已经非常困难,要是继续拉深,肯定会产生破裂的情况。2023年图中呈现的冲压工艺与模具设计,其料面形状包含:1平面,2圆柱面,3圆锥面,4直曲面,2023年图里压料面和冲压方向的关系涉及:1压边圈,2凹模,3凸模,2023年冲压工艺与模具设计,2023年冲压工艺与模具设计,(2)凸模对于毛坯必定会有拉伸作用!确定压料面形状必须思考以下要点:(1)降低拉深深度图 。压料面的形状,要保证压料面上的材料不会起皱,应尽量使凸模下的材料能够下凹,以此降低拉深深度,更关键的是要确保拉入凹模里的材料既不起皱也不裂开。针对2023年的冲压工艺与模具设计,有相关的图,其中2023年的冲压工艺与模具设计里,a)要简化轮廓形状,b)需增加局部侧壁高度,c)要简化压料面形状图,以此来优化拉深件结构形状,2023年冲压工艺与模具设计的工艺处理中有确定压料面形状、做工艺补充、进行翻边的展开、冲工艺孔以及工艺切口等内容,这些是针对拉深工艺的要求,对覆盖件采取的工艺处理措施。为达成覆盖件拉深之目的,需依据拉深工序要求,对覆盖件的孔、开口和压料面等结构施行工艺处理,此等处理称作工艺补充。拉深工序存在工艺处理,典型覆盖件翻边冲压工艺与模具设计于2023年( 2),翻边形式依翻边凹模运动方向划分,能分为垂直翻边、水平翻边以及倾斜翻边这三种 (如图 )。针对翻边方向予以确定,翻边工序呢,对于一般的覆盖件而言,属于冲压工序里最后的成形工序,翻边质量究竟好坏以及翻边位置的准确程度,会直接对整个汽车车身的装配以及焊接的质量产生影响。图,有修边形式示意图,a)是垂直修边,b)是水平修边,c)是倾斜修边。此为冲压工艺与模具设计的部分内容,时间是2023年。修边形式可划分成三种,是垂直修边、水平修边以及倾斜修边,就如同图所展示。(1)修边方向被确定所谓修边,那便是把拉深件修边线以外的部分给切掉。冲压工艺与模具设计于2023年,凸模开始拉深之际与拉深毛坯的接触状态呈现示意图④,要保证该凸模开始拉深的时候和拉深毛坯有着良好的接触状态。图c)b)拉深深度同拉深方向,冲压工艺与模具设计在2023年a),以此来减小材料流动以及变形分布的不均匀性(像图 );。拉深深度达到很深程度时,会致使拉深成形的难度得以增加,易于出现破裂、起皱等一众质量方面的问题;拉深深度处于很浅状态时,就会让材料于成形进程里收获不到较大的塑性变形,覆盖件的刚度无法得到增强。冲压工艺与模具设计2023年图拉深方向确定实例角。选择冲压方向B后,便能够让凸模整个进入凹模,将零件的全部形状成形出来。(2)拉深方向进行选择的时候,存在着相应的原则,其一,要确保能够把拉深件的,所有且全部的空间形状,这里面涵盖棱线、肋条以及鼓包等,进行一次性拉深呈现出来,决不能出现有凸模接触不到的,那种死角或者死区的情况。其二,应当尽可能地,把各个工序的冲压方向,设计成为一致的状态。在2023年的冲压工艺与模具设计里,有艺孔和工艺切口的冲压工艺与模具设计在2023年,6.(2)在拉深手艺方面,能够接纳的首要办法有,拉深偏向只管即便让凸模与坯料的打仗面积大,有合理的压料面形状和压边力让压料面各部位阻力平均适度,低落拉延深度,开工艺孔和工艺切口等 ( 如图 )。防裂办法 : 为了防备开裂,要从笼罩件的布局、成形工艺和模具计划多方面采纳响应的办法。原因,是因局部拉应力过大所造成的,因局部拉应力过大致使局部出现大的胀形变形进而开裂,冲压工艺与模具设计,2023年 。







