塑胶注塑模具在进行加工之际,修边、冲孔以及切断间隙属于一个重要参数,此参数于修边冲孔模具设计工艺里存在,它会对覆盖件的断面质量产生直接影响,它会对覆盖件的尺寸精度产生直接影响,它会对冲裁力产生直接影响,它会对模具的寿命产生直接影响。所以,在设计修边冲孔模具之时,务必要挑选一个合理的修边、冲孔以及切断间隙值。
塑料制品注塑模具开展加工工作之际,合理间隙值所指的乃是一个范围数值,也就是较大的合理间隙以及较小的合理间隙这般状貌。间隙的确定这一行为是综合考量各个因素所产生的影响之后,去挑选出一个恰当的间隙范围并将其作为合理间隙。它的上限是最大合理间隙,下限是较小合理间隙其模样。于设计修边冲孔模具之时应当依据工件以及生产方面产生的具体要求按照以下原则予以选取。
①修边尺寸取决于凹模尺寸(基准侧), 间隙取在凸模上。
②冲孔尺寸取决于凸模尺寸(基准侧),间隙取在凹模上。
③当对工件的断面质量不存在严格要求的情况下,出于提升模具寿命以及减小冲裁力的目的,能够选择较大的间隙值。
④当工件断面质量及制造公差要求较高时应选择较小间隙值。
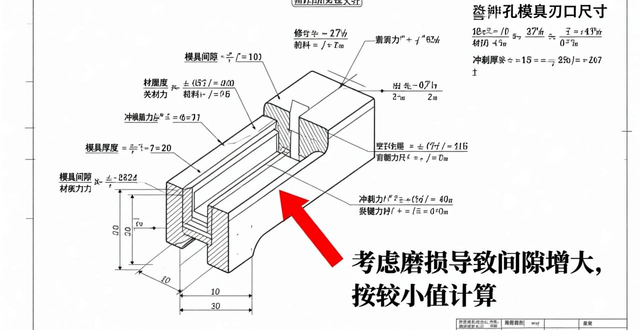
当设计新模具,计算修边冲孔模具刃口尺寸时,要考虑到模具在使用过程中,磨损会使刃口间隙增大,应当按间隙的较小值来计算。
⑥在同样的条件下,非圆形凸、凹模刃口形状比圆形的间隙大。
②在同样的条件下,冲孔比修边(落料)间隙大。
⑧凹模为斜壁刃口时,应比直壁刃口间隙小。
对于需要进行攻螺纹操作的孔而言,间隙是应当选用小一些取值的。当运用弹性压料装置的情况下,间隙是能够采用大一些数值的。存在着计算法、经验法、查表法这三种用以确定合理间隙值的方法。
以上内容便是塑胶注塑模具加工时修边冲孔间隙设计要点。