冲压件加工流程:
1.根据材质、产品结构等确定变形补偿量。
2.根据补偿量设计模具冲压出成品或半成品。
3.加工半成品至成品。
4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。
攻牙及螺纹加工:
内螺纹先开凿基础孔洞,其直径和深度需依照螺纹规格来设定;外螺纹则先制作外圈,使其达到螺纹最大直径的要求,规格也需参照螺纹标准来决定。
制作内螺纹时,需要选用匹配规格的丝锥进行钻孔加工,而制造外螺纹则可以通过使用螺纹车刀完成切削,或者借助板牙套丝的方式来实现。
3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。
该材料主要依据使用需求,选用了铜、铝、低碳钢等金属或非金属,这些材料具备变形抗力小、塑形佳、延展性强的特点。
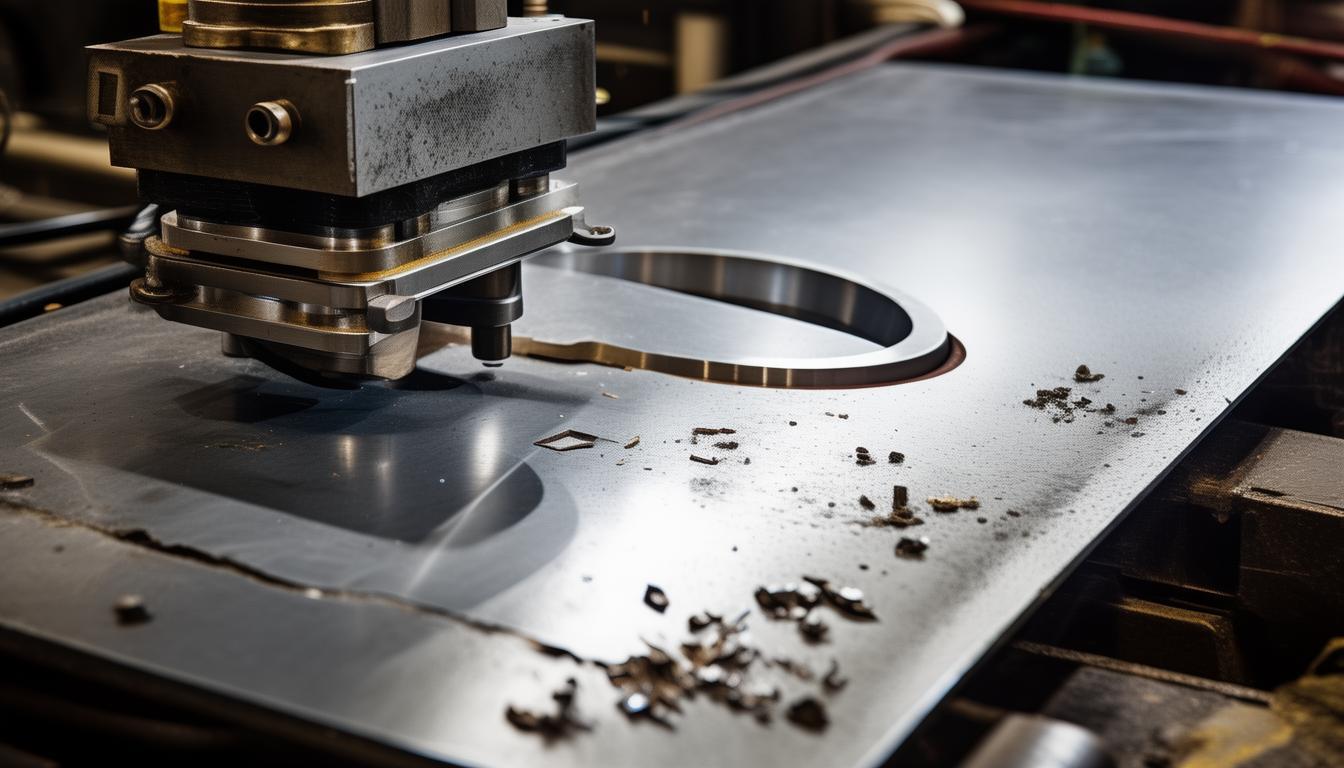
冲压件是借助压力机和模具对板材、带材、管材以及型材等施加外力,促使它们发生塑性变形或分离,进而得到所需形状和尺寸的工件,这种加工方式称为冲压。冲压与锻造都属于塑性加工,也可称为压力加工,两者合称为锻压。冲压所用的原料主要是热轧和冷轧的钢板与钢带。
金属或非金属的板料,在压力机的动力作用下,利用冲压模具进行加工,从而形成冲压件,这种零件具有以下特性:
冲压件通过冲压工艺制成,用料节省,零件分量轻且强度高,同时板料在塑性变形过程中,金属内部构造得到优化,因而冲压件的整体性能得到增强。
该零件的规格极为精准,同一模具制造的产品大小完全相同,彼此之间能够很好地替换,无需再进行额外的机械处理,就可以达到正常的安装和运用标准。
冲压件在加工时,材料表层能够保持完整,因此其表面质量十分出色,看起来平滑漂亮,这为后续的表面涂装、金属镀层、化学转化膜处理等工艺创造了有利条件。
借助通用或特定冲压装置的动力,使板料在模具中直接承受变形作用并发生形变,可以制造出具备特定形态、规格和特性的产品零件,这种制造技术就是冲压件生产技术。板料、模具以及设备是冲压加工的三大基本要素。冲压加工属于一种金属冷态塑性成形工艺。因此,这种工艺也被称为冷冲压或板料塑性成形,简称为冲压。金属塑性加工是关键工艺手段,属于压力成型范畴,同时归入材料制造技术领域。
全球钢材中,板材占比达到五成到六成,多数是冲压加工的成品。汽车车身、散热器片,锅炉汽包,容器外壳,电机,电器铁芯硅钢片等,凡是需要冲压的部件。仪器仪表,家用电器,办公设备,储存容器等产品,也大量采用冲压件。冲压是一种效率很高的生产方式,运用复合模具,特别是多工位级进模,可以在单台压力机上执行多项冲压工艺步骤,实现材料的自动加工。加工速度很快,停歇时间很短,生产成本较低,单个班次能够制造出数百件产品,因此被众多制造企业所青睐。
冲压件在性能上与铸件、锻件有所不同,它具备厚度小、分布均匀、重量轻、强度高的特点。这种加工方式能够生产出普通工艺难以实现的,带有加强筋、凸肋、弯曲形状或翻边结构的零件,从而增强其支撑能力。借助精密的模具,产品的精度可以达到微米量级,并且保证每个部件的规格完全相同,还可以制作出带有孔洞或凸起等复杂形态。实际生产中,常借助模拟冲压过程的试验方法,例如进行拉深能力测试、胀形能力测试等,用以评估材料的成形特性,从而确保最终产品的品质,并提升合格程度。
禾聚精密电子科技有限公司是一家从事冲压业务的专门机构。主要制作精密弹片、五金端子、拉伸件、引线框架等金属零配件。这些产品经常用于连接器、微型马达、声学部件、传感器、汽车电子、新能源、医疗电子、智能家居、二三极管及IC封装等领域。







