来源:机电天下公众号(id:mepbbs)
在设备安装工程的施工里头,管道连接属于最为基本的,也是最为关键的,接口质量的优劣,直接关联到系统运行的状况,也就是系统的稳定性、安全性,还有维修工作的难易程度以及工作量的大小,管道以及设备出现的跑、冒
滴,漏,以及堵塞,断裂等质量问题,绝大多数都是因接口质量不良所引发的。对于精品工程而言,管道的连接质量,在保证使用功能的前提之下,加
让强观感效果显得特别重要。管道连接要达成正直的状态,要做到严密,不能有渗漏情况,不能有漏痕以及锈迹,不能有堵塞现象,要在观感上显得美观,管道及管件不容许有污染、划伤状况,管道接口不可以设置在套管内,也不可以处于半明半暗的情形。
1.1.1.1管道螺纹连接(丝接)
图1-1 螺纹连接
(1)螺纹的锥度呈现出平缓的状态,螺纹具备清洁、规整的特点,不存在断丝以及缺丝的情况。管道在完成安装之后,管螺纹的根部应该存在2至3扣的外露螺纹 。
将螺纹处外露的麻丝等填料,迅速清理得极为干净至极, absolutely 不存在丝毫残留。对于外露的螺纹,要妥善做好防腐处理,针对明装管道,除此之外还应当刷上面漆。
(3)套丝及安装管件时卡具应完好,不得损伤管子及管件。
1.1.1.2 管道法兰连接
法兰的平面,与管道的中心线,呈现出垂直的状态,法兰进行对接的时候,是平行且紧密的,法兰相互之间的缝隙,是均匀的。
(2)焊接法兰跟管道相连接的时候,应当进行双面施焊,焊接的要求跟第1.1.1.2条是一样的,并且要留意端焊接不要突出水线台面;丝扣法兰与管道连接的要求同第1.1.1.1条,而且内壁的油、麻等污物需要清理得干干净净。
法兰不能够直接焊接在弯管之上,也不可以直接焊接在弯头上,而是焊接在直管段上面,该直管段长度不能小于100mm 。
(4)支管之上的法兰,其距主管外壁的净距离,应当大于150mm,管道在穿越楼板以及墙体的时候,法兰与楼面或者墙面的距离,不应当小于200mm。
连接螺栓,其规格正确,配备齐全,安装整齐,紧固均匀,松紧适度,螺栓长度一致,螺杆外露长度为螺杆直径一半 。
(6)同一法兰之上的螺栓,其朝向保持一致,也就是螺母处于同侧;安装于同一个阀门之上的两片法兰,它们应当相互对应。
第7,法兰以及螺栓不存在锈蚀情况,也不存在污染现象。法兰在安装之前,必定是要经过防腐处理这一过程的。螺栓以及螺母,适宜采用镀锌件;要是采用的并非镀锌件,那么在安装之前,应当使用黄油进行涂抹。
选取法兰时,需使其与系统工作压力,或者同连接的阀门压力相适配契合,螺栓孔眼要彼此对应,不能出现孔数不对应的状况。
图 1-2 法兰连接
1.1.1.3 管道焊接
焊接,要符合焊接工艺要求,焊缝高度,不得低于母材表面,焊缝与母材,应圆滑过渡。
(2)焊缝的外观呈现出美观的状态,焊缝表面不存在裂纹,热影响区表面也没有未熔合的情况,不存在未焊透的现象,没有咬肉问题,不存在夹渣,没有烧透情况,不存在弧坑,也没有气孔等缺陷,焊缝比较饱满,而且光滑,焊波均匀,保持一致,焊口表面没有烧伤以及结瘤。
图1-3 焊接细部
管道焊接完成以后,要马上清理,把焊皮之类的杂质去除掉,并且要立刻开展防腐处理。
(4)管道的对口焊缝不可以焊支管,管道的弯曲部位也不得焊支管。焊缝距离起弯点必定要大于50mm,焊缝距离支吊架边缘同样必须大于50mm。
不同管径也就是外径不同的管道以及管件,是不可以进行焊接的。管道之上要是使用冲压弯头,那么所使用的冲压弯头的外径,应该和管道的外径是一样的。
图1-5 铜管焊接
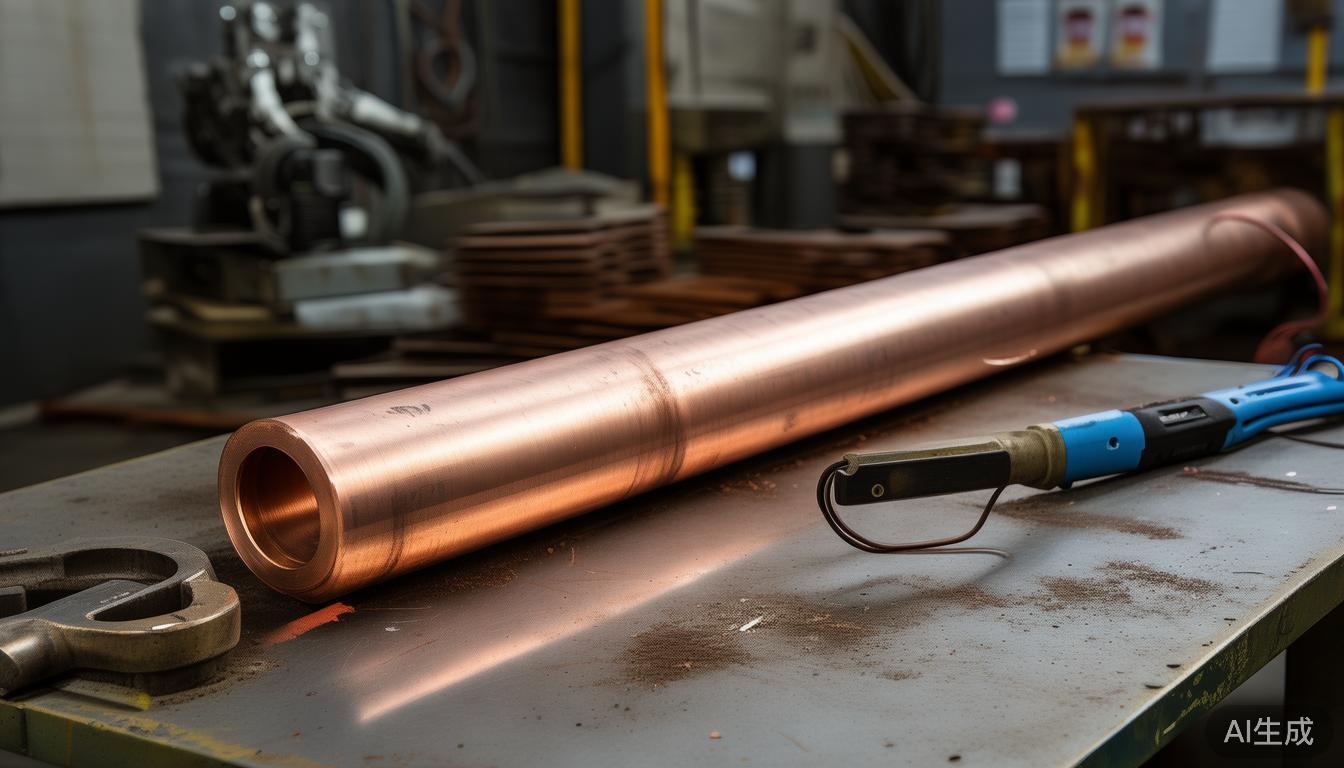
对于铜管,其连接方式大多采用焊接,存在承插口、对口等方式,焊接结束后,要达成上述要求。
1.1.1.4铸铁管连接
采用承插口水泥捻口时,承口内侧要清理干净,插口外壁也要清理干净,油麻得清洁,还得填塞密实,水泥应捻入且密实饱满,灰口面凹入承口边缘的深度得一致,此深度应为1mm,承口环缝间隙要均匀,灰口要平整、光滑,要养护良好,不能用水灰比超量的水泥抹口。
图1-6 捻口焊接
采用承插口柔性接口,橡胶圈放置要合理,压紧需均匀,且无明显扭曲变形,接口回弹间隙要准确;管件与管道连接顺直,管道与管道连接也顺直,无弯折,最大偏转角度是2°;紧固螺栓配置应齐全,紧固得均匀,松紧需适度,缝隙要均匀;管道及螺栓都应经过防腐处理,无锈蚀 。
图1-7 柔性承插连接细部
图1-8 柔性承插连接
(3)具备其他形式柔性接口,其特性为管道表面极为平整;同时能与橡胶紧密贴合;并且接口呈现出平直的状态;不存在扭曲
图1-9 铸铁管柔性连接细部
图1-10 铸铁管柔性连接
1.1.1.5 管道其他连接方式
(1)所谓沟槽连接,也被称呼成卡套式或者卡箍式连接,两管口的端面呈现平整状态,且不存在缝隙,沟槽部分均匀。在卡紧那如同丝状环绕以掌控整体的螺栓之后,管道呈现出平直严密的样子,不存在变形情况,卡箍也就是套的安装放置方向应该保持一致,紧固操作全部均匀分布。
图1-11 卡箍连接
图1-12 卡箍连接细部
编号为(2)的此方面是粘接接口,管段插入承口之时,其深度契合规范所规定的情况,接口的地方是洁净的,不存在多余的粘接剂,也没有污染,管件跟管道连接起来是顺直的,不存在弯折。
(3)热熔连接管的结合面,要有一个均匀的熔接圈,不可以出现局部熔瘤,也不能出现熔接圈凹凸不均的情况。接头处要光滑,周边要洁净,不存在堆积的现象,并且无污染。
图1-13 粘口连接
图1-14 热熔细部
(4)锁母连接,其锁固紧密,锁固件不存在损伤情况,也不存在污染情况,并且与管道连接时处于平直状态,连接部位没有弯折现象,也没有较明显的偏转 。
图1-15 锁母连接
来源:机电天下公众号(id:mepbbs)







