文档介绍:模具
节目负责人是张维官,他非常活跃,并且使用了很多特殊符号,包括引号和百分号,还有其他一些符号,例如和号和撇号,以及括号,这些符号用得相当多,非常频繁。
板孔翻边冲压工艺分析及模具设计
鹤壁市无线电第四制造厂,位于河南省,厂名是鹤壁无线电四厂,负责人是苑贵欣。
济源华强深孔制造公司!在河南,王炳强!
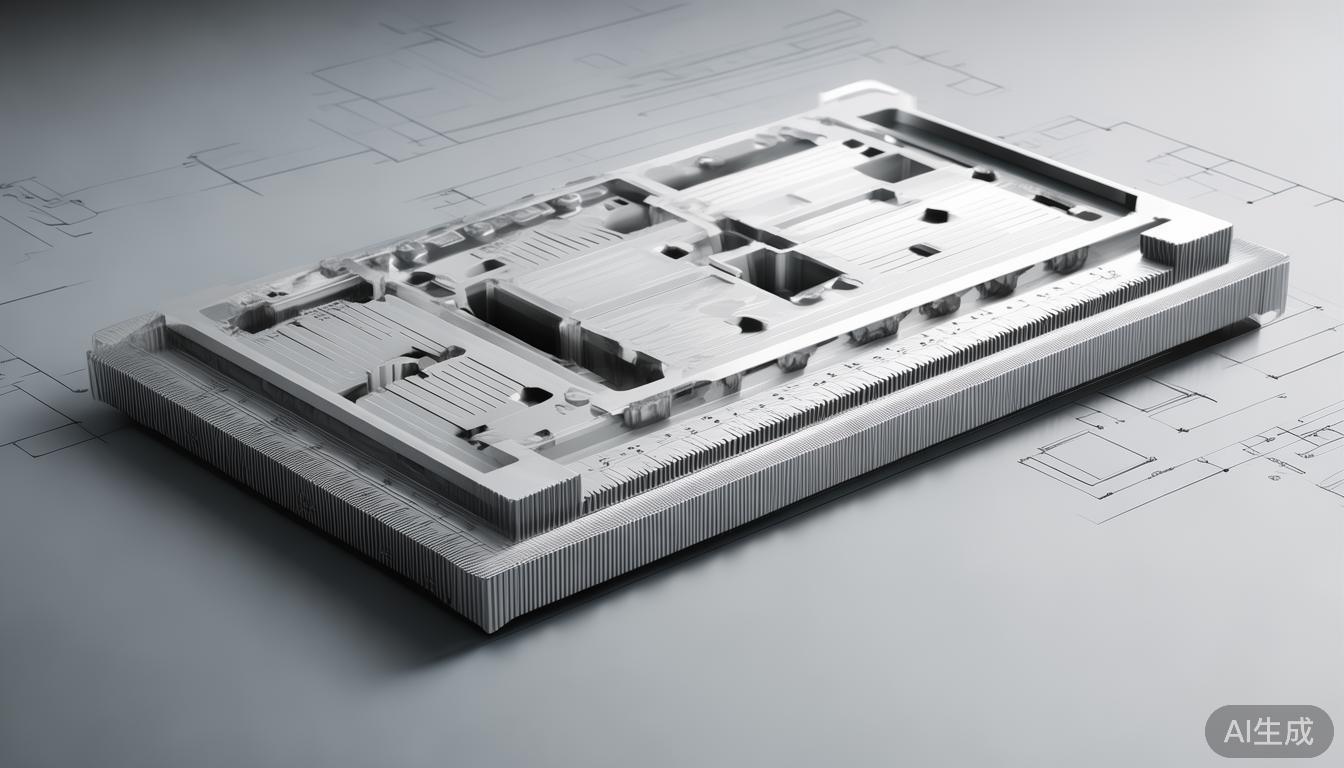
如图展示了一个接口部件,该部件属于拼焊组合件,材质较为特殊,单纯依靠变薄拉深的方式难以满足性能指标,并且容易产生拉裂现象,为此需要采用其他工艺手段进行补充处理
为了 #$%&,它的制作流程包括从板料上打孔,件" 是通过条料卷分来实现的,这需要考虑成型条件和冲压工艺的难点,在模具构造方案中主要
做成圆形,接着把部件和部件焊接合并,步骤繁琐,需要处理的关键冲压技术有:先冲制中心孔,再明确配合
生产过程耗时费力,物料浪费严重,运作效率不高,费用开销巨大,而且开孔设计的中心凹槽规格,需要以此凹槽为基准来保证冲切位置的精准无误
板料在焊接环节容易发生形变,这种形变难以矫正,无法达到产品标准要求。"模具构造中凹模的边缘设定为%’’** + %’’**,仅针对成型
该部件的规格标准。在研究过这个零件的构造以及运作条件之后,我们对其加以约束,以缩减模具的整体轮廓大小。依照翻边的高度,
依照品质优化的理念,首先需确保产品功能正常,接着要设定恰当的初始孔径,以此作为基础来决定翻边后孔的最终轮廓,确保翻边效果符合预期
它变成压制件,如图$所展示,材质为’()。高度。$挑选恰当的压制装置,压制期间务必确保
具有足够的压边力,使翻边过程中板料不发生起皱现
象,保证工件的产品质量。
#" 翻边工艺计算
根据工件的尺寸计算翻边前毛坯孔径)。翻边时,
主要变形是切向拉深,厚度变薄,径向变形不大,因此
孔径 ) 可近似地按弯曲件展开长度计算,具体步骤如下







