制造冲压模具的顺序是怎样的,具体有哪些环节需要完成。我们为大家梳理了关于冲压模具的制作过程,相信你们会觉得很有用。
冲压模具流程
1 工艺设计
参照冲压零件图纸,研究零件的构造特征、尺寸范围、精确度标准、基础材料规格及其物理特性,同时考虑可用的冲压机械参数以及模具制作情形、生产规模等要素,评估零件的冲压可行性。理想的冲压可行性需确保原料利用率高、加工步骤精简、使用设备种类少、模具构造简便且耐用性强、产品品质稳定、操作流程便捷。
制定生产流程,进行关键指标测算。在评估压制可行性时,明确制作工艺与模具构造的关键点及挑战,依据具体条件构思各类潜在压制方法,涵盖步骤类型、操作次数、操作次序及搭配形式等。同一种压制零件往往有多种可行的压制流程,各个流程都有其长处和短处,需要从产品质量、生产效率、设备使用状况、模具制作难易程度和寿命长短、生产费用、操作便利性与安全性等多个角度进行综合评估和对比,最终选定符合当前生产条件的最佳方案。而且,明白零件的功能及使用需求,对零件压制流程和模具设计具有指导意义。
工艺方案的设计需要参考一些数据,比如各种成型比例,例如拉深比例、胀形比例等,还有零件的展开大小,以及冲裁所需的力量、成型所需的力量等。计算存在两种情形,第一种情形下工艺参数能够精确推算,例如零件布局的材料使用效率、冲裁力的作用点、工件所占平面等;第二种情形下工艺参数只能估算,比如普通弯曲或拉深所需作用力、结构复杂的零件毛坯展开大小等,这类参数通常借助经验公式或参考图表进行大概估算,部分需要借助实验修正;偶尔存在缺乏经验公式可供参考,或者因为推算过程过于复杂难以实施的情况,例如结构复杂的模具零件的刚性或强度验证、结构复杂的冲压零件所需作用力估算等,此类情形往往只能依赖经验进行大概判断。
(3)选择冲压设备
根据冲压工艺流程的具体要求以及各类冲压机械的动力性能,需要综合评估所需变形能力、能量消耗、模具闭合高度与外形规格等关键指标,同时参考制造厂现有设备条件,从而科学选择设备种类和吨位规格。常见的冲压机械包括曲柄压力机、液压式压机等,其中曲柄压力机最为普遍。这类加工通常在曲柄式机械上完成,很少借助液压设备;但是那种塑形作业,既能在曲柄式机械上实施,也能在液压设备上操作。
2.模具设计
(一)确定冲模类型及结构形式
依据已明确的加工流程,结合零件的几何形态,公差指标,制造规模,模具加工能力,以及安全便捷的作业标准,同时考虑可使用通用机械设备的条件,最终决定模具的种类,并绘制出结构示意图
(二)选择工件定位方式
零件在模子里的摆放主要看定位依据,装料方法,还有操作是否安全稳妥等细节。
选取定位基准时,要尽量和设计基准一致,若不一致,就必须借助尺寸链进行计算,然后调整公差分配,将设计参数转化为加工参数,然而,这种做法会导致零件
制造标准需要提升,如果零件通过多个步骤在不同模具上完成冲压,必须尽可能让各个步骤使用统一的参照点。
要确保定位准确,需要挑选精确度高、在施压过程中不会变形或位移的平面来充当定位基准。
冲压零件的定位基准面依据其构造形态而有所区别,平板类零件适宜采用相距较远的两个孔位进行固定,或者以单个孔位结合轮廓边缘进行定位;弯曲类零件能够通过孔位或轮廓特征实施定位;拉深类零件则可借助轮廓线、底面或者经过修整的凸缘边沿进行定位。
(三)选择卸料方式
冲压时若零件或废料被卡在凸模或凸凹模上,需要将其清除,以便后续冲压顺利进行,为此必须从凹模中推出零件(凹模在上模的情况)或顶出零件(凹模在下模的情况),同时要合理选择卸料方法,并设计相应的卸料结构。
选择压料与卸料装置时,需顾及运作模式,就是说板材推进和固定是人工完成还是自动执行;物料排出途径,是自上而下排出,还是自下而上排出。
压料和卸料设备的选择依据冲压零件的平整度标准或材料厚度。通常情况下,针对较硬、较厚且对精度要求不高的冲裁件,可以采用刚性卸料方案;而对于材料厚度
小于1.5毫米,并且需要零件表面较平整的工件,可以采用弹性卸料工艺;针对弯曲件和拉深件这类成形零件,在确定卸料方式时,以及设计卸料装置时,必须兼顾不破坏成形特征,同时还要确保卸料功能达标;卸料装置的设计是否合理,直接关系到产品质量的高低、生产效率的大小以及操作过程的安全性。
(四)进行必要的模具设计计算
找出模具压力的核心点,明确模具承受力的关键部位,以免模具在承受不均匀负载时影响其精确度和使用期限。
需要测量模具核心组件的轮廓大小,包括型腔模,固定板,垫块,以及凸模,同时要明确标准模座的规格,还要知道卸料装置橡胶或弹簧的松散长度。
3.确定凸、凹模的间隙,计算凸凹模工作部分尺寸。
4.校核压力机

⑴压力机的选择,必须满足以下要求:
Hmax为5毫米,Hm为模具闭合高度,单位毫米,Hmin为10毫米,Hmax与Hmin分别代表压力机的最大与最小装模高度,单位均为毫米。
多副模具同时安装到一台压力机上,必须保证它们的闭合高度一致。压力机的额定承载能力,要超过冲压过程所需的总力。也就是说,机器的公称压力,应该大于总压力。
压力机的滑块运行距离需要符合冲压零件的加工需求,在拉深工艺中,为了方便材料的放置和取出,该运行距离必须超过拉深零件高度的两倍到两倍半
安装模具时,压力机工作台面要比模具稍大,通常每侧多出五十到七十毫米,这样做更方便。同时,台面下的垫板必须确保冲压成品或边角料能够顺利排出。
(五)绘制模具总图和非标准零件图
根据上述分析、计算及方案论证后,绘制模具总装配图及零件图。
冲压模具分类
根据工艺性质分类
冲裁模通过封闭式或开放式边缘促使材料分离,属于这类模具的有落料模,冲孔模,切断模,切口模,切边模,剖切模等。
弯曲模用于使板料毛坯或其它坯料沿着一条直线轮廓发生弯曲形变,进而得到具备特定角度和形态的工件。这种模具能够有效改变材料的初始状态,通过精确控制弯曲过程,最终形成符合要求的工件几何形状。
拉深模是用来将平板材料加工成中空的容器状零件,或者让已有的中空零件继续改变其形态和大小的工具。
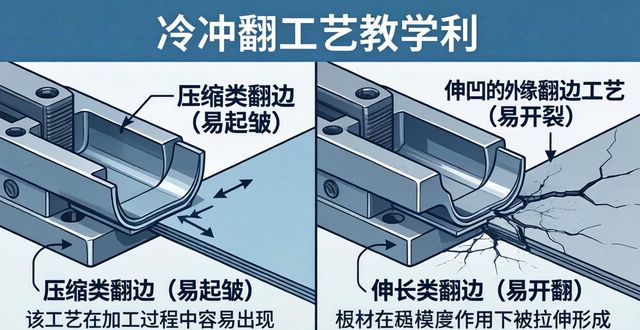
成型模具通过参照图纸中凸模和凹模的轮廓,将毛坯或半成品加工成所需形态,在这个过程中,材料仅发生小范围的塑性变化,此类模具包括胀形工具、缩口工具、扩口工具、起伏成型工具、翻边工具以及整形工具等。
铆合模是借助外部力量,让多个零件依照特定次序和办法互相结合或拼接,最终构成一个整体。
根据工序组合程度分类
单工序模具,在压力机一个运动周期内,仅能执行一项冲压任务。
复合模仅设有单个作业位置,在压力机完成一次运行周期时,该位置能同步执行两项或两项以上的冲压操作步骤。
C级进模,又名连续模,其结构包含两个或更多工位,沿着坯料推进的路径排列,每次压力机运行时,能在各个工位上接连执行两项或多项冲压任务,从而完成加工流程。
传递模融合了单一工序模和连续模的优势,借助自动化手部传送装置,达成工件在模具内部的迅速流转,显著增强制造效能,有效降低制造成本,节省物料开支,同时保证成品品质稳定且值得信赖。
依产品的加工方法分类
根据产品制作工艺的差异,模具能够划分为冲压模具、弯曲模具、拉深模具、塑形模具以及压制成型模具等五个主要类别。
冲剪模具依靠剪切功能运作,常见的种类包括切断用的冲模,用于切割材料的下料冲模,用于打孔的冲孔冲模,用于去除边缘的修边冲模,用于整理形状的整缘冲模,用于拉出孔洞的拉孔冲模,以及用于冲切的冲切模具。
弯曲模具用于将平整的毛胚制作成带有角度的形态,依据零件的构造特点、精确程度以及生产规模的大小,存在多种不同的模具类型,包括一般弯曲冲模、凸轮式弯曲冲模、边缘卷曲冲模、弧形弯曲冲模、折弯缝冲模和扭转冲模等。
c.抽制模具:抽制模具是将平面毛胚制成有底无缝容器。
成型模具,是用来通过不同局部变形方式调整毛坯外观的,种类包括凸胀成型模、卷边成型模、缩颈成型模、孔缘成型模、圆边成型模。
压缩模具依靠巨大的压力,促使金属坯料发生位移和形态改变,最终形成目标轮廓,这类模具包含多种类型,例如挤压成型模具、花纹冲压模具、印记成型模具以及边缘压制模具。