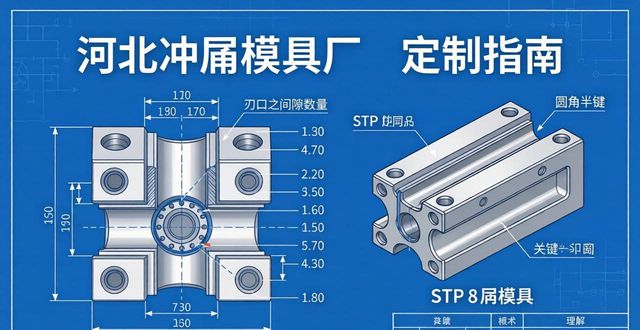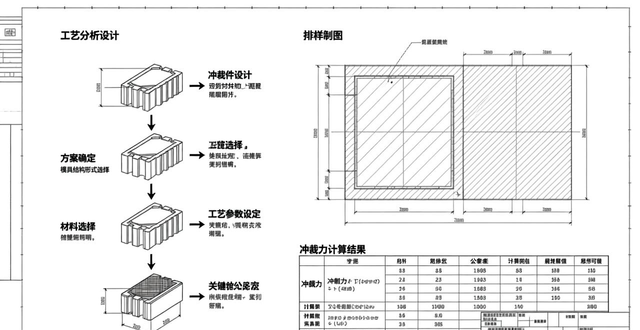
编写设计说明书时所涉及的内容及其相应要求如下,对于冲裁件要进行工艺方面的分析,接着要确定工艺方案以及模具的结构形式,随后开展模具设计计算,其一为排样以及绘制排样图,其二要计算冲裁力以及总压力,进而确定压力中心,其三需计算凹、凸模刃口尺寸,其四要确定各个主要零件的结构尺寸,具体涵盖落料凹模的结构尺寸,凸凹模的结构尺寸,冲孔凸模的结构尺寸,凸凹模周定板的结构尺寸,冲孔凸模固定板结构尺寸,卸料板的结构尺寸。(7)确定上模座尺寸以及下模座尺寸(或者选定模架),5、弄清楚冲模闭合高度,6、挑选压力机。(四)绘制涵盖明细表、工作图、排样图的总装配图,或者用文字简单扼要地阐述该模具的结构以及其动作原理。(五)绘制模具主要零件图包括:(1)、落料凹模以及凸凹模、冲孔凸模,(2)、凸凹模固定板以及冲孔凸模固定板、卸料板。要求:在以上零件图中至少要从(1)里选两件,从(2)里选一件。(六)对模具主要零件的加工工艺规程进行编制,也就是要确定工艺路线,要求是至少编写两个主要件那种加工工艺路线,(七)编制模具工件零件的装配工艺,(八)编制模具的装配过程,也就是总装顺序,设计说明书包含的内容有任务书,还有前言,以及相应目录,上述设计内容可不能少,参考文献也得有,结束语也不能落下,设计说明书论述得充分些,层次要清楚,文字得简洁,计算步骤得正确,数据得准确,说明书字数不能少于3000字,这里面含插图、图纸所占空间。一个关于冷冲压工艺卡片的物件,它有着产品型号,还有零(部)件名称,所属九江职业技术学院,这卡片共1页 ,产品拥有名字和零(部)件型号以及相关信息列在第一页 ,再有材料牌号及规格、材料技术要求、毛坯尺寸及每毛坯可制件数、毛坯质量、辅助材料等内容 ,具体是10钢材质按1500x600x给定规格,有可制1万件的条料 ,接着是诸多涉及工序的部分 ,包括工序号、工序名称,像工序为下料,是在剪床上裁剪板料,尺寸为600x90,设备是Q11 - 6X2500 ,还有冲压工序,内容是冲孔、落料,设备是J2325 ,冲孔还有级进模 ,以及检验工序是按产品图纸检验 ,最后是编制日期、审核日期、会签日期及标记此处数、更改文件号、签字日期等相关内容 ,然后是目录部分,有任务书、工艺分析、工艺方案的分析与确定、排样图、材料利用率、计算冲压力(分冲裁力、卸料力)等内容 ,其中初定压力机、压力中心、模刃口尺寸等也在关联范围内 ,还有模具结构设计、线切割编程、参考文献、心得体会等 ,再讲涉及工艺方案的描述 ,有简述设计任务及说明要求,对冲件工艺分析,制定工艺方案并分析比较,进行排样设计及计算材料利用率,画出排样图,写工艺规程卡,分析模具结构设计过程 ,计算冲压力、推件力、卸料力及压力中心,计算凹模轮廓尺寸,说明冲模主要零件结构形状材料公差及技术要求,计算凸凹模工作刃口尺寸,阐述其他计算过程及说明内容以及该设计优缺点及改进措施、设计所用参考资料 ,工艺分析部分点明冲压材料为Q235钢,料厚t = 3mm,冲件尺寸精度为IT12级,形状不复杂、尺寸小,年产50万件属普通冲件,冲裁时要注意20mm和8mm的孔小,会给模具设计和冲裁工艺带来不便 ,要特别留意材料金属流动情况防止弯曲变形及其周边和孔壁需妥善处理,因冲件小要考虑工人操作安全性,这3点是冲压困难处,要想得到合格冲件并适应生产数量需求,提高模具寿命是必处理好的 ,工艺方案分析与确定部分表明从工件结构形状可知基本工序有冲孔和落料两种 ,按先后顺序不同排列有冲孔冲孔落料等方案 。在(级进冲压)当中,存在着冲孔落料的情况。就(单工序冲压)而言,方案 2 是属于单工序冲压这种类型的,鉴于此冲压件面临着生产批量极为庞大,且冲件尺寸相对较小的状况,为了能够提升生产效率以及材料的利用率,所以是不适合采用的。方案 1 同样是属于单工序冲压的范畴,这个方案相对较好,它既解决了难点问题,又给模具装备方面提供了便利,冲件操作较为方便,排样也十分合理,并且 4 个冲件都是平整的,所以该方案是合适的。三:模具结构形式要确定,三:模具结构形式需确定,由于制件材料相对较薄,为了能够保证制件制作得平整,所以采用弹压卸料装置,它还能够对进行冲孔的小凸模起到导向作用以及保护作用,为了便利操作以及取件,选用双柱可倾压力机并且采用横向送料,因为制件薄且窄,所以采用侧刃定位,生产效率高并且材料消耗也不算大,工件图总结来说,依据模具设计指导表5 - 3、5 - 7选用弹压卸料横向送料典型组合形式,对角导柱滑动导向模架。画排样图,其最小搭边值是依据冷冲压技术表314查得的,其中侧边a为2.0,工件之间b为1.8,步距s为21.8 。条料宽度是根据冷冲压技术公式325、5326以及公式327得到的,凭借文献侧刃条料宽度尺寸B(mm)确定公式得出条料宽度B,B等于1.5a加C再加2F,即2乘以1.5加8加2乘以2,结果为87mm。导料板间的距离X等于c加1.5a加nF加z,也就是8加1.5乘以2加2乘以2加0.5,等于87.5C。条料宽度的最大冲裁力,a是侧搭边值,F是侧刃冲切的料边宽度,n是侧刃数,z是冲裁前的条料宽度与板料间的间隙,排样图如所示。查模具设计指导书4 - 8选板料的规格为长1500mm、宽900mm、厚2mm的板料,每块可剪出长47x900mm的规格,条料剪切率为77.2%。计算材料利用率,依据文献2材料通用计算公式等于A。经过一系列复杂严密的计算流程,通过特定公式/Ax100%A,从而得出制件的总面积A,其中一个公步的条料面积等于12561755.6100,该数值占比为71.5%,之后进行冲压力的计算,完成本制作所需的冲压力,是由冲裁力、卸料力、推件力共同组成的,冲裁力F冲的计算存在两种方式,一种是F冲=KLT,另一种是F冲=LT,式中K为系数,K的值确定为1.3,L代表冲裁周边长度,单位是mm,还有其他与材料相关的参数,比如材料抗剪强度、材料抗拉强度等,由书中表4 - 12可获取相关数据,得出该材料的特性参数7 = 362 。5(为方便计算取等于80兆帕),F冲802(283.14加上83.14再加上243.8)等于210千牛,2.卸料力和推件力,F推,由文献2卸料力和顶料力推件力的计算公式,F卸等于K卸乘以F冲,F推等于K推乘以F冲乘以n,式中K推、K卸为系数,查文献2表2 - 16卸料力、推件力和顶件力的系数得K卸等于,F推等于0.05,n为卡在凹模直壁洞口内的制件件数,一般卡3至5件,本题取n等于4,F卸等于K卸F冲等于0.05乘以210等于10.5千牛,F推等于nK推F冲等于4乘以0.55乘以210等于46千牛,F等于F卸加上F推加上F冲等于210加上10.5加上46等于266.5千牛,5)初选压力机,查文献2表1 - 8开式双柱可推压力机部分参数,初选压力机型号规格J23 - 2586),计算压力中心,本例由于图形排列规则,故可采用解析法求压力中心较方便,建立工件坐标系如图所示,7)由于这图形是对称的,所以它的压力中心在原点,为(0,0),8)计算凸凹模刃口尺寸,本制件形状简单可按分别加工法计算刃口尺寸,1、冲孔,工件尺寸孔直径8毫米,由表35、36、37查得Z等于0.246毫米,Z等于0.360毫米,minmax等于0.02毫米,等于0.02毫米,TA查表3 - 7得:x等于0.75;0min)(TxddTAZddTA0min)(校核间隙:因为Z大于Z等于0.360减去0.246等于0.114毫米,maxmin且0.114毫米大于|加上|等于0.04毫米,TA说明凸模公差能满足|加上|小于Z减去Z的条件,TAmaxmin将已知和查表的数据代入公式中去得:dT等于8.075毫米,9dA等于8.321毫米,2、落料:工件尺寸直径8毫米,查表3 - 7得x等于1;,75. 01xAxDDA0max)(0min)(TZDDAT校核间隙:Z大于Z等于0.36减去0.246等于0.114毫米;|加上|等于0.05毫米,maxminTA且0.114大于0.05毫米,凸凹模公差能满足|加上|小于Z减去Z的条件,TAmaxmin将已知和查表得到的数据代入公式得dA等于39.99毫米,dT等于39.744毫米,四:模具结构设计,四:模具结构设计( 1 )凹模设计,因制件形状简单,虽有三个公步,但总体积并不大,选用整体式矩形凹模较为合理,因生产批量为中批,由查模具设计指导35表选用10钢为凹模材料。1)确定凹模的厚度值,依据冷冲压技术中凹模厚的确定35公式,来确定厚度H值,其中K等于0.5(查资料得知),s为8mm,H等于K乘以s,也就是0.5乘以8,等于20mm。 2)确定凹模的周边尺寸L乘以B,通过模具设计指导343矩形凹模标准,可查到靠近凹模周界尺寸为125mm、100mm、20mm,选择模架及确定其他冲模零件尺寸,鉴于凹模周界尺寸及模架闭合高度在一定范围之间,查书5 - 7选用对角导柱模架,标记为125100130(GB/T2851.1 - 1990),且能依据此标准画出模架图,类似地也可查出其它零件参数,此时便可画装备图。 3)校核压力机安装尺寸,模座外形尺寸为250乘以230闭合,高度为130,由文选表12j查到2,325型压力机工作尺寸为370乘以560,最大闭合为270,连杆调节长度为55mm,所以在工作台上加20乘以18mm垫板,模柄孔尺寸也与本副模具所述模柄尺寸相符。(3) 线切割编程:B B B两千 GY L2,B B 两千,B两千 GX SR1,B B B两千 GY L4A,B B B八百 GY L2,B八百 B一千六百 GX SR1,B B B八百 GY L4A,B B B八百 GY L2,B八百 B一万六千 GX SR1 11,B B B八百 GY L4D;五:参五:参 考考 文文 献献:1. 冷冲压技术 、翁其金、北京、机械工业出版社、2003;2. 冷冲压模具设计指导、王芳、北京、机械工业出版社。我通过这次毕业设计,掌握了开展科学研究的基本办法与思路,为此后的工作筑牢了根基:现将体会总结如下,首先,我学会了检索相关科技文献,所有科学研究都立足于前人之成果,所以,检索文档资料就显得特别关键,在当代社会,伴随计算机普及还有网络技术进步,文献检索早已从图书馆纸质资料转向网络平台下的电子文件。其次,善用各类工具软件也是科学研究不可或缺的 。处于此次毕业设计里,我着重运用的乃是 AUTO - CAD 这个工具软件,此软件能够用以图形设计,再者,经由这次毕业设计还让我知晓了科技论文的写作规范,熟悉了 offic 系列软件在文字处理以及排版等层面的运用。总而言之,这次毕业设计并非轻轻松松地完成了一个课题,而是让我初步地掌握了科学研究的步骤与方法,巩固了我的专业知识,操练了我的实际操作能力,磨炼了我分析解决问题的能力,为往后的科研工作奠定了坚实的基础。校名校名是模具工程学院,模具名称是凹模,第1页,名称为合金工具钢 ,毛坯种类是啊锻坯,毛坯尺寸是130、110、130、110,零件数量是50万件/年 ,更改内容序号,工序内容,加工车间,设备名称,工艺装备,工时定额,1下料140、110,备料车间,锯床,2锻造,1500 x 900 x 20尺寸公差都为,锻造车间,空气锤,3退火,锻造车间,加热炉,4校验 !!铸造车间!锻造工序,5刨:要粗精加工个面,单面余量0.3、0.4mm,模具车间,铣床或刨床,虎钳 ,6磨:磨上下平面 两基准到图样尺寸,模具车间,磨床M7 ,垫板冲压连续模,共有 1 页,13冲冲 模模 件件 机机 械械 加加 工工 工工 艺艺 过过 程。