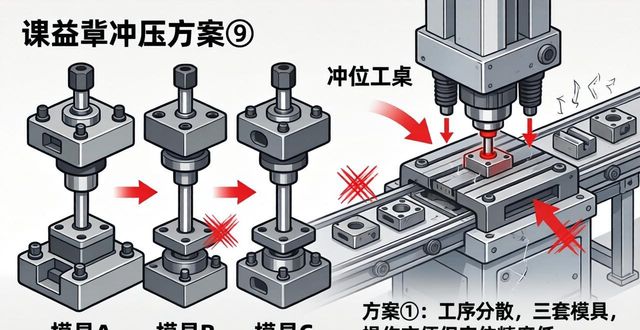
利用冲模借助压力机对板料施加压力,促使板料变形或分离,目的是得到特定形状和
尺寸的零件的一种压力加工方法。
金属板材加工多采用冲压方式,这种工艺有时也称作板料冲压。当在常温状态下操作时,此方法即为冷冲压。汽车、拖拉机、电机、电器以及仪表等制造领域,普遍运用冷冲压技术,因此本书的探讨范围,仅聚焦于这种加工方法。
不同领域的制造产品在形态构造、规格大小及精密程度方面存在差异,同时各行业制造体量与作业环境也各不相同,所以冲压工艺展现出丰富多样性。按照材料物理特性及企业传统惯例,冲压工艺主要包含两大类基本流程,即实现材料断裂的工序和促使材料产生塑性变化的工序。
分离步骤旨在让冲压制品和板材依据特定边缘线进行分离,同时确保获得符合标准的截面形态,这属于冲压工艺的一种
工艺。通过塑性变形流程,使冲压坯料在不损坏情形下产生塑性形变,通常包含弯曲、拉深、成型等类别,目的是获取所需零件的形态和尺寸准确度,属于冲压制造技术的一种手段。
1.1分离工序
(1)切断用冲模切断板料,切断线不封闭,如图1-】所示。
切割,借助模具沿着封闭轮廓切割板材,切下的部分即为零件,如图1-2所示。
图1-1/2
冲孔时,使用冲模沿着封闭轮廓切割板料,切下的部分成为废料,如图1-3所示。
在毛坯件或半成品件上,沿着非闭合的轮廓线冲制出凹陷部分,凹陷区域会出现形变,例如用于空气流通的板材。
如图1-4所示。
图1-3/4
(5)够边将制件边缘部分切掉,如图15所示。
前司将半成品分割成两个或多个部件,这种做法常用于成对冲压,如图1-6所示。
图1-5/6
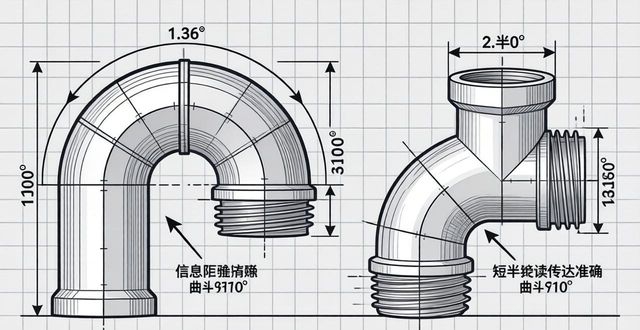
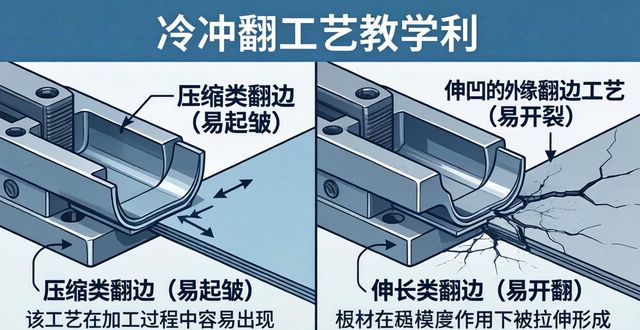
1.2塑性变形工序
塑性变形如图表1-1
图表1-1
图表1-1