冲裁的定义:
冲压工艺中,通过模具使部分材料或半成品与其它部分材料、半成品或废料分离称为冲裁,这是一种常见的加工方式。冲裁涵盖了剪切、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等多种分离加工方法。
钣金设计在冲裁时需要什么?
(1)冲裁件的形状和尺寸尽可能简单对称,使排样时废料最少;
冲裁件的外形和内孔不能有尖锐的角;在直线和曲线的交界处,必须使用圆弧过渡,这个圆弧的半径R要大于或等于材料壁厚t的一半。
冲裁件要防止出现细长的悬臂结构,也要避免设置狭小的凹槽;凸起或凹陷部分的尺寸,通常不应小于料厚的1.5倍,同时要避免形成细长的缺口,还要防止设计过窄的切槽,这样才能增强模具对应位置刀口的抗压能力。
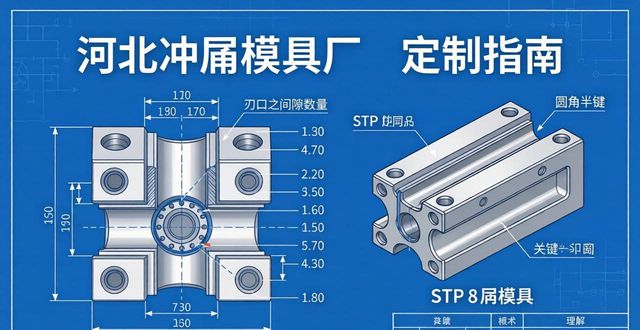
首选圆形开孔,开孔有最小尺寸限制;开孔的最小尺寸,与孔的形态、材料力学性质以及材料厚度相关。
材料圆孔大小b, 矩形孔窄边宽度b, 高碳钢重量1.3吨, 低碳钢及黄铜重量1.0吨, 铝重量0.8吨
冲裁时,孔与孔之间的距离,以及孔与零件边缘的距离,需要注意。零件上冲孔的边缘到整体外形的最近距离,会受到零件和孔的形态影响而有所不同。当冲孔边缘和零件外缘不呈平行状态时,这个最近距离不能小于材料本身的厚度t。如果冲孔边缘和零件外缘是平行的,那么这个最近距离至少要达到1.5倍的t。
弯曲件和拉伸件打孔时,孔边和直边要有适当的间隔,
螺钉和螺栓的通孔以及沉头座,通孔和沉头座的结构规格需参照下表确定。针对沉头螺钉的沉头座,当基材厚度不足导致难以同时确保通孔d2和沉孔D时,应优先保障通孔d2。
用于螺钉、螺栓的过孔
用于沉头螺钉的沉头座及过孔(要求板厚t≥h)
用于沉头铆钉的沉头座及过孔(要求板厚t≥h)
冲裁件边缘的突出部分有个最高限度,如果冲压件上这些突起物太高就不行,毛刺允许的最大高度数值,可以参考后面提供的表格。
精密级用于标准较高的零件,中等级用于标准适中的零件,粗糙级用于标准一般的零件。
折弯
折弯的定义:
金属板材的弯曲成型借助弯板机完成,将待加工件安放于设备上,通过升降装置将制动蹄片抬起,使工件移至合适方位,再将制动蹄片降至工件表面,借助对弯板机上弯曲杠杆施加作用力,达成金属的弯曲塑形效果。
钣金折弯设计时需要注意哪些事项?
(1)折弯件的最小弯曲半径;
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;
当外层圆角的拉力超出材料所能承受的最大负荷,就会形成裂纹和断裂现象
因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
常用材料的最小弯曲半径见下表。
弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
材料壁厚记作t,退火状态记作M,硬状态记作Y,半硬状态记作Y2。
(2)弯曲件的直边高度
①一般情况下的最小直边高度要求;
弯曲件的直边高度不宜太小,最小高度按要求:h>2t。
②特殊要求的直边高度;
当弯曲件直边高度h小于等于2t时,必须先提升弯边高度,完成弯曲后再调整至目标尺寸;或者先在弯曲区域制作浅沟,随后进行折弯操作
③弯边侧边带有斜角的直边高度;
当弯曲件边缘呈现倾斜角度时,其侧面的最小高度值等于:高度等于两倍至四倍厚度,且该数值需超过三毫米。
(3)折弯件上的孔边距;
孔边距:
先打孔再进行弯曲,孔的位置要安排在弯曲变形范围之外,以防止弯曲过程中孔发生形变。孔与弯曲边缘的最小间距,具体数值参见表格内所示内容。
(4)局部弯曲的工艺切口;
弯曲部位要避开尺寸发生剧烈变化的地方;当对某段边缘进行局部弯曲时,为了防止在棱角处出现应力集中导致开裂,可以适当调整弯曲路径,使其远离尺寸变化点,如图a所示,或者加工出工艺凹槽,如图b所示,又或者冲制工艺孔洞,如图c所示。务必确保图中标注的尺寸满足要求:S的值要大于等于R;凹槽的宽度k要大于等于t;凹槽的深度L要大于等于t加上R再加上k的一半。
②当孔位于折弯变形区内,所采取的切口形式,如图所示;
(5)带斜边的折弯边应避开变形区
(6)打死边的设计要求;
边距的尺寸大小跟材料厚度有联系。参照下图,通常边距的最小值L要大于或等于3.5倍的厚度t再加上R。这里t代表材料壁的厚度,R是边距形成前那个步骤(可以参考下图右侧)所需的最小内弯折半径。
(7)设计时添加的工艺定位孔;
确保工件在模腔中精确安放,避免弯曲时工件位移造成次品,需要在构思阶段增设工艺基准点,具体形态见附图。对于需要反复弯曲的零件,务必以基准点作为定位参照,以此降低误差累积,确保产品合格
(8)标注弯曲件相关尺寸时,要考虑工艺性;如图所示
如图所见,a)先打孔再弯曲,L的尺寸准确度较易确保,制作较为简便。b)和c)倘若L的尺寸准确度要求严格,就必须先弯曲再进行钻孔,制作较为复杂。
(9)弯曲件的回弹;
回弹现象受多种条件制约,涉及材料内在属性,涵盖其力学特征,同时与构件厚度相关,并且取决于弯曲弧度大小,此外还受到弯曲操作时施加的垂直作用力影响。
①折弯件的内圆角半径与板厚之比越大,回弹就越大
弯曲件存在回弹现象,这是生产企业在模具设计环节需要着重处理的问题,通常通过特定方法加以控制,以减少其影响。此外,通过优化设计某些构造,能够有效降低回弹角度,具体方案如图示,在弯曲部位增设筋条,这样做既能增强工件的刚性,也有助于防止回弹的发生。
拉伸与成型
本文着重阐述钣金结构构造的拉延环节,钣金件拉延方式主要有凸起构造、筋条加固、格栅纹路、镂空加工;具体涵盖以下方面;
1.拉伸:
(1)凸包;
①.定义及形状尺寸
主要起垫高定位和实现孔位紧固作用,凸包的单次制造参数清单见图示。
材料越厚且越硬时,表格中对应的H与D数值越小,而R、a、和d的数值则越大;当SUS304材料的T值超过1.5时,不应使用前表中的数据,也不提倡采用压凸包的方法。
②.凸间距及凸边距的极限尺寸;
凸间距及凸边距的极限尺寸按下表所示;
(2)加强筋;
在平板状金属部件上实施压槽工艺,能够有效提升整体构造的稳固性,有关加强筋的设计方案及其规格参数,可参照相关图表内容。
(3)百叶窗;
百叶窗常用于各类外壳或箱体,主要功能是促进空气流通和帮助降温,制作工艺是利用凸模一侧的锋利边缘对材料进行切割,同时凸模其他部位使材料产生拉伸形变,最终构成带有开口的波浪状形态,具体构造可参考附图展示
百叶窗规格有如下限制条件:宽度需不小于四倍厚度,长度需不小于六倍厚度,高度需不大于五倍厚度,总长需不小于二十四倍厚度,圆角半径需不小于半倍厚度。
(4)抽孔;
冲制钣金件预留孔时,会形成特定内径、外径及高度的直立型孔洞,这种工艺叫做抽孔。它常用于连接件固定、线路穿透和螺纹加工等情形。抽孔分为常规样式和特殊形态两种。具体形态请参照附图说明。
②.抽空攻牙参数表如下图
注:
1.使用切削式丝攻。
2.抽空高度不小于3倍螺距。
当材料厚度低于0.5毫米,开孔的厚度就等于材料本身的厚度;当材料厚度介于0.5至0.8毫米,开孔的厚度就是材料厚度的0.7倍;当材料厚度高于或等于0.8毫米,开孔的厚度为材料厚度的0.65倍。
连接方式及其它
1.卡扣连接
与塑料部件的卡扣组合不同,因为多数金属板材缺乏弹性(不锈钢SUS301特殊),金属板材的组装不能完全依赖卡扣实现。卡扣组合通常与螺钉等其他金属板材组装方法协同,具有加速组装和减少产品组装开销的功能。
卡扣组件由卡扣和卡槽构成,常见的卡扣与卡槽形态参见图5.1。在产品构造时,能够选取适配的卡扣形态与卡槽形态实施匹配应用。依照装配导向理念中的引导要求,卡扣或卡槽的起始端宜增设一个30度角的折转结构,以此确保安装过程顺畅。
2.拉钉连接
拉钉连接是将拉钉置入两个零件的相应孔洞中,借助拉钉枪施力拉扯拉杆,直至拉杆断裂,促使外覆的拉钉套发生形变并膨胀,其膨胀程度超出孔径大小,以此实现将两个零件组合成一体的效果。
常见的拉钉有平头和圆头两种类型,安装方法如图5.2所示。平头拉钉适用于装配后钉头不露出零件表面的情况,这种情况下需要在零件上预先加工出凹坑。钣金零件上的通孔通常比拉钉直径大0.1到0.3毫米。
当设计拉钉装配时,需要注意以下问题。
拉钉参数表如下;
3.抽孔自铆
铆接的运作方式见图5.3, 零件A(设有凹槽)与零件B(设有凸缘孔)相接, 两者紧密接触后, 利用模具的冲头使凸缘孔扩张, 填满凹槽的边缘空间, 这样便将两个部件组合为单个结构。
(2)抽孔自铆设计参数如下表所示
4.螺钉螺母连接
在钣金加工中,固定两个零件需要先在其中一个上制作内螺纹,同时在另一个上加工出通孔,最后利用螺钉完成连接。这种装配方法在钣金件上主要有三种不同的实施形式。
1)抽牙孔+自攻螺钉装配
如图5.4.1所展示,先在零件A上加工内螺纹孔,随后在零件B上制作穿透性孔洞,两者结合时采用自攻螺钉,这种螺钉在旋入时会自行切削形成螺纹路径。关于零件A内螺纹孔的直径规格,可以参照选用螺钉的生产商或设备制造商给出的建议参数。某生产自攻螺钉的企业,其提供的三角型自攻螺钉配套钣金内螺纹孔尺寸信息,如图5.4.2所示。
2)抽牙孔+攻螺纹+螺钉装配
与第一种情形颇为相似,不过存在两个差异,首先,在零件A进行抽牙操作之后,需要增设额外的攻丝步骤,其次,采用常规的机械螺栓而非自攻型螺栓,便能够实现两个部件的连接。
3)铆合螺母+螺钉装配
第三种组装方法要求在部件A上实施铆接操作,以螺母作为连接件,取代原有的拉丝孔以及钻孔攻丝工艺,具体构造请参照附图。
5.点焊
点焊是将两个金属薄板在接触位置连接在一起的技术,通过局部熔化实现结合。操作时,需要先将薄板表面进行清洁处理,确保无杂质。接着将两块薄板精确对准,并装配到位。随后将它们夹持在两根铜质圆柱形电极之间,施加足够压力使其紧密接触。足够大的电流通过时,零件接触点会释放大量热量,中心最热点的金属迅速达到极高塑性或熔化,构成一个透镜状液态熔池,持续施压后切断电流,金属冷却,最终形成焊点
1)钣金件焊点的设计
提升焊接质量,确保焊接稳固,通常在某个钣金部件上设置一系列接点,接点的规格大致如图5.5所示。焊接时,接合部位会紧贴起鼓位置,施加压力并通电,接点随即熔化。
2) 两焊点的间距
焊接点间的间隔一般不会超过35毫米,这是针对厚度不足2毫米的物料而言的,如果距离太小,容易导致过热,从而让工件变形;如果距离太大,则强度会下降,从而造成两个部件之间出现缝隙。
3) 使用定位特征
钣金件在点焊组装过程中,必须于两个钣金件上增设定位结构,例如定位柱和定位孔,以此辅助钣金件进行点焊,并提升装配尺寸的精确度。若缺少定位结构的辅助,钣金件在点焊时极易发生位移,装配尺寸将难以确保。
6.连接中常用的沉孔及过孔设计
如表所示
6.各种装配方式的优缺点
7.其他部分(压印压花工艺简介);
钣金件上广泛采用压印和压花技术,标签粘贴的位置提示、物品的识别码、制造的时间、型号、制造商的标识,乃至装饰性的图形,都可以通过这两种方法来实现制作。
那个东西非常巨大,难以想象它的体积,它静静地躺在那里,仿佛已经存在了很长时间,周围的环境显得格外安静,没有人知道它从哪里来,也没有人知道它将会去往何方,它就像一个沉默的谜团,吸引着人们的好奇心,却又无法被解开,它静静地矗立在那里,成为了这个地方的一道独特风景,让人不禁想要靠近,却又被一种莫名的力量所阻挡,它静静地存在着,仿佛在诉说着一段不为人知的故事,又仿佛在等待着某个被遗忘的使命,它静静地矗立在那里,成为了这个地方永恒的象征,让人不禁想要探索,却又被一种莫名的力量所束缚,它静静地存在着,仿佛在守护着什么,又仿佛在等待着什么,它静静地矗立在那里,成为了这个地方不可磨灭的印记,让人不禁想要铭记,却又被一种莫名的力量所遗忘。
2024中国国际金属成形展(7.4-7 上海)
【锻造展览】|锻造用机器设备/辅助性装置与相关工艺/工业加热炉及节能办法/锻造质量检测仪器与检测方法/其他类别
金属加工展,涉及拉深成型工艺,包含液压塑造技术,涵盖旋压等特殊加工方法,展示冲压相关辅助装置,介绍配套技术方案。
金属板材加工展,包含薄板材料,以及管状材料,还有型材和线材的成型工艺,同时涵盖切割工艺,并且涉及板材表面处理工艺,此外还有钣金加工装备和技术展示
【模具与工装展览】|锻造用模具/冲压用模具与钣金成型模具/模具相关辅助设备以及配套技术
【参与焊接展活动】|电弧焊接/电阻焊接/高能束流焊接的机器设备等/各类连接装置/辅助装置与专用工具
【零部件展】|锻造/冲压/钣金零部件/其他
焊接用料/钢锭、钢坯及金属棒材,有色金属/金属板材、管材、型材、线材/锯片、锯条、金属板材表面处理剂
数据管理、智能技术、信息网络及自动化装置,板材成型产品,模具制造,焊接连接的检测与检验工作
【工厂/仓储设备】
【工艺控制/质量保证、安全生产与环境保护】
工业领域广泛涉及多个行业,包括能源生产、材料制造和交通运输等,涵盖范围十分广泛,具体包括电力行业、石油化工行业、航空航天行业、军工国防行业、冶炼行业、矿山机械行业、轨道交通行业、工程机械行业等,此外还涉及汽车制造、船舶制造、机械加工、医疗器械、食品加工、厨具制造、家用电器制造等多个领域,材料方面则包括高强钢、铝合金、钛合金、铜合金件等,同时还包括锁具、激光加工、封头旋压、机箱机柜等制造技术,这些行业和技术共同构成了现代工业体系的重要组成部分。