这是一套常规的切割工具,加工对象是矩形工件,内部有三个圆形凹槽。
下料冲孔复合凸模的形状是长方体,它的主要功能是进行下料操作,目的是将产品的轮廓从原材料上分离下来。
下料冲孔复合凸模的周边同样是切割部件,功能等同于冲头,因此这些边缘部分不允许进行去角处理,下料冲孔复合凸模的中心位置设有三个微型圆洞,这三个圆洞也是切割部件,它们的作用是加工出产品内部的三处圆形开口。
凹形模具内部有一个正方形的孔洞,是切割部分,通过以下料冲孔复合凸模作为冲头,来冲压出物品的形状。
下料冲孔复合凸模上方的那个内脱,又称为内脱料板或者内卸料版,图里标注为“卸料块”,本质上都是一样的,卸料块的主要功能是将产品从凹模板中顶出来,同时它还具备压料功能,在将材料压紧之后,再冲制中间的三个小圆孔。
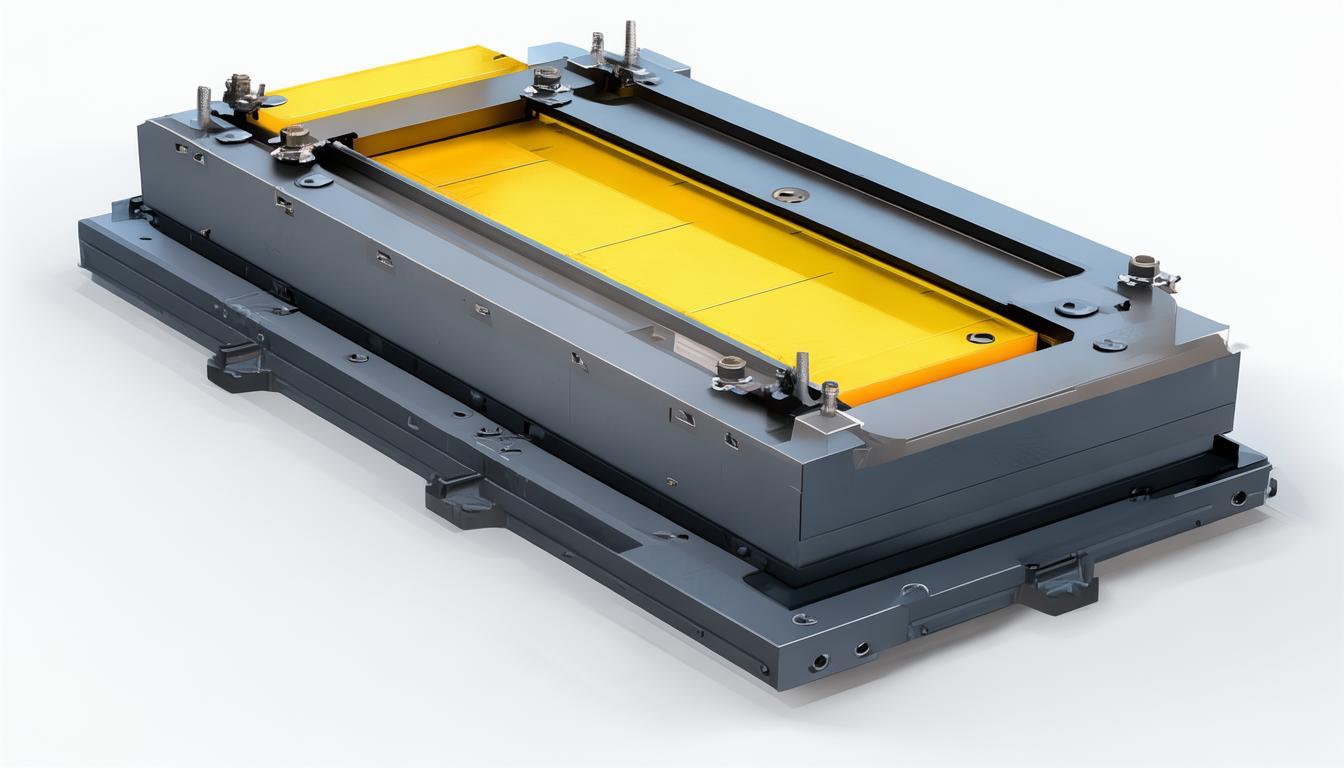
冲压模具装配图_冲压模具结构图图解
图中所示“顶料型凸模”实际上就是冲头,与下料冲孔复合凸模上的三个圆形切割部配合,能够从中间产品上冲制出三个小圆孔。
下模下垫板上的“固定键”具有一个关键功能,就是将下料冲孔复合凸模牢牢锁住,防止它随着模具的上升而脱离模具,从而避免引发意外情况。
下模上的标记称为“卸料板”,人们也管它叫外脱,它的功能是让冲裁下来的边角料从下料冲孔复合凸模中分离出去,这样就能防止边角料被卡在下料冲孔复合凸模里面。
在制作冲压模具时需特别留意,当模具向下运动时,内部脱模装置和外部脱模装置必须同步夹持材料,就是说,当工件置入模具内部并增加进料厚度进行合模操作时,模具上下模完全闭合状态下,外部脱模装置要紧贴底部支撑板,内部脱模装置要紧贴顶部支撑板,这样方能确保冲压出的工件表面平整,不会产生变形,同时避免出现亮边排列不均的现象。
组装模板时不用固定得太紧,只要能完整地推出产品即可,外框不必紧贴底板,保留微小空隙更合适。







