中达电通股份有限公司冯争选
摘要:在对冲床加工应用予以介绍这一情形下,论述了冲床自动化相关问题,以及曲轴式自动化冲床的工作原理。最后,以重要的台达伺服参数设计为内容,重点讨论了台达数控冲床的设计技术。
关键词:冲压加工数控冲床 伺服 PLC
1 引言
板材在金属材料领域占比为60至70%,金属板材大多经由冲压加工制成成品,冲压加工在国民经济各领域应用范围极为广泛,像宇航、航空、军工、机械、农机、电子、信息、铁道、邮电、交通、化工、医疗器具、日用电器及轻工等部门都存在冲压加工,汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等皆为冲压加工而成、。大量冲压件存在于仪器仪表、家用电器、自行车、办公机械、生活器皿以及五金制品等产品之中。冲压依据工艺进行分类,能够分成分离工序与成形工序这两大类。冲压分离工序又被称作冲裁,它的目的在于让冲压件沿着一定轮廓线从板料上实现分离,与此同时确保分离断面的质量要求。
冲压分离工序,是通过使用冲床来进行加工从而得以实现的,至于冲裁加工,则是在室温的环境下,借助安装于压力机之上的模具,对材料施加相应压力,进而使其产生分离变形,最终以那样的方式获得所需零件的一种压力加工方法,而冲压设备,除了针对厚板采用水压机来进行成形之外,通常情况下都是采用机械压力机,冲压件具备薄、匀、轻、强的特性特点,因为采用了精密模具,所以工件精度可以达到微米级,并且重复精度高、规格保持一致,能够冲压出孔窝、凸台等,冷冲压件一般情况下不再经过切削加工,或者仅仅只需要开展少量的切削加工。
2 冲床自动化问题
冲压是高效的生产方法,然而手工单模具冲床冲压生产加工量巨大,在每分钟能生产数十件乃至数百件冲压件时,需在短暂时间内完成送料工序,完成冲压工序,完成出件工序,完成排废料等工序。手工单模具冲床冲压生产既无法满足高速生产要求,又频繁发生人身事故,大量发生设备事故,大量出现质量事故。冲压里有安全高效生产这一非常大的现实矛盾问题。
使用复合模,特别是多工位级进模的数控冲床,能够在一台压力机上达成多道冲压工序,达成从带料开卷、矫平、到冲裁,再到成形、精整的全自动生产,生产效率高,劳动条件良好,生产成本低,通常每分钟能够生产数百件,以现代高速多工位机械压力机作为中心,配备开卷、矫平、成品收集、输送等机械以及模具库和快速换模装置,并且借助计算机程序控制,能够构成高生产率的自动冲压生产线。冲床设备领域应用数控技术,普通冲床借此得以升级,冲压功能借助数控技术的自动控制来完成。
高速全自动数控冲床,以PLC技术为基础,自动完成对整体板料的上料过程,自动完成送料过程,自动完成排料过程,也自动完成排网状废料过程,此为集成加工过程。 全自动数控冲床,通常由五大部分组成,分别是机床本体,上料装置,送料装置,排网状废料装置,自动化电控硬件和控制软件。
3 曲轴数控冲床
与最常见的冲床结构曲轴式冲床相关,其工作原理是,通过控制离合器的吸合动作,把控滑块也就是上模的单次或者连续往复运动,以此达成对于板料的冲压加工,同时藉由控制制动器,终了压力机工作机构的运行。送料动作,通常是借助手工或者间隙型机械机体予以完成。数控冲床当中的曲轴式压力机,其冲压原理恒定。与之不同的是,运用PLC,控制滑块的往复,也就是上冲模往复动作的起始与终止,以及被加工板料按照规则进行X、Y向的进给送料运动,并且能够促使这两个动作达成协调,也就是达成冲压与送料动作的同步控制。全自动冲压加工期间,两坐标工作台属于关键机械部件之一,工作台的惯性对工作台送料速度以及加速度有所限制,为提升工作台送料速度,设计时有可能减小工作台的惯性,冲压加工进程里,X轴送料比Y轴频繁,也就是X轴送料次数达到板料一排所冲工件个数时,Y轴才实施一次送料,因而构建工作台时,采取X轴在上,Y轴在下的布局,如此一来,工作台沿X方向送料时,X方向电机仅借助丝杠带动较轻的夹钳拖板沿着上导轨作X向运动 。在Y方向进行送料之际,Y方向电机借助丝杠,带动由上导轨、上电机、上丝杠以及夹嵌拖板共同组成的较重机构,沿着下导轨作出Y向的运动,所以能够提供快捷以及安全的送料过程。
数控系统软件结构,为方便维修与使用,国际上数控系统在输入代码、坐标系统、加工指令、辅助功能以及程序格式等方面,逐渐形成两种国际通用标准,即ISO国际标准化标准与EIA美国电子工业协会标准。依据冲压加工特点,参考国际常用ISO标准。因为冲压加工时工作台送料为大量重复动作,为减少用户编程量,用户指令中设置内循环、外循环、跳转指令,使得用户编程量大幅减少。系统软件运用模块化架构,此模块化架构共有五个,系统在开机或者复位之后处于监控状况,此时五个功能模块能够供人选择 。
4台达数控冲床解决方案
台达机电自动化采用的自动化平台设施之内包括,台达触摸屏HMI ,台达E H系列PLC ,台达D系列变频器 ,当中还涵盖了台达A S D A - A B整个系列的交流伺服系统 。
冲床的冲头,归属机械凸轮结构,电机启动以后,会以固定的时间,进行周期性上下运动,在这个过程里,伺服的运动,存在两种工艺自动化过程状况,其中一种是小步距,在小步距过程中,伺服运动在每次冲孔时,都必须走到相应的冲孔位置,另一种是大步距,因为步距太大,冲头在正常冲压时,进给轴无法走到冲压位置,必须要等到进给到位后,才可以进行冲压。
使用台达伺服寄存器,以控制定位模式Pr模式作为控制方式,经由触摸屏设置相应距离后,
要经过运算,把它转化成相应的转数,以及剩余的脉冲数,与此同时,要借助通讯去将其写入对应的伺服寄存器当中,并且还要按照伺服外部启动命令来实施启动。最终呈现出具体的控制进程:
4.1 人机对话界面设计
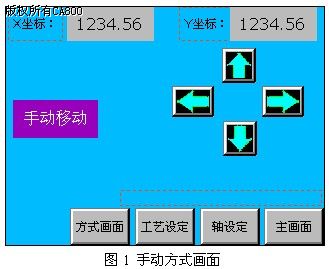
触摸屏画面设计,于触摸屏画面之中,此次采用标准CNC的理念,存在三种控制方式, 。
有手动方式,还有自动方式,以及参考点方式,这几种方式大相径庭。手动方式呈图 1 形态示现,于手动方式状况下能够随意运转进给轴,这件事本身有利于移动滑台,或者找取装夹点。自动方式呈图 2 形态显映,在自动方式之时允许去启动进行加工之举。再看参考点方式它呈图 3 形态展现,开启机台之后借助执行回参考点一操作来建立机械坐标系,进而确定机床零点。


(2)坐标显示:在触摸屏当中能够采用读取伺服状态寄存器的方式来显示机床的坐标,其宏程序被忽略 。
工艺画面的呈现样式如同图4所展示的那般 起 点坐标在工艺画卷般的画面里能够予以设定 步距这项参数可以在其中进行设置 冲压孔数于此画面也能被选定 最大步距加工速度同样可以在该画面中被设置而成 当所设置的步距比最大步距还要大的时候 PLC会执行判断的动作 要等待进给到位信号出现之后 冲头才能够发起往下冲压的动作 。

(3),时钟宏,于工艺画面之中,透过相应数值之设定,自动转变为相应的伺服转数以及脉冲数,且写入伺服驱动器。
4.2 PLC程序设计

动作执行及逻辑判断PLC程序部分梯形图程序如下:

4.3 交流伺服系统参数设定
(1)电机反馈的参数是,0 - 04 的数值等于 0,这里的 0 指的是回授脉冲数;0 - 05 的数值等于 1,此 1 指的是回授圈数。
(2)定位模式Pr参数: 1-01=1(Pr控制模式)。
电子齿轮比分子,其值为,一减去四十四的结果等于五,电子齿轮比分母,其值为,一减去四十五的结果等于二 。

(4)第一个段落之中的参考点速度,1减去48得出的结果等于20 ;第二个段落之中的参考点速度,1减去49得出的结果等于30 。
(5)伺服使能信号:2-10 = 1(伺服直接使能)
(6)其它伺服参数:
2-11 = 108 (pr模式出发启动信号)
2-12 = 122(反向限位)
2减去13等于137除以111,(jog加上及pr模式寄存器选择,通讯控制)。
2减去14,等于138除以112,(jog-及pr模式寄存器选择-通讯控制)
2-15 = 106(反向方向信号)
2-16 = 127(参考点触发信号)
2-17 = 124(参考点完成信号)
2-18 = 105(伺服位置到达)
2-19 = 109 (原点复归完成)
2-20 = 107(伺服报警)
备注:2-10~2-22可参考第七章输入输出端子定义表
3-00 = 2/3(站号设定)
3-01 = 1(通讯传输率)
3-02 = 0(通讯协议)
3-05 = 2(通讯方式-485通讯)
4 结束语
借助案例设计讨论出现的情况,基于台达机电自动化平台而形成的数控冲床解决方案,于应用期间展现出单品牌机电一体化系统集成所具备的巨大技术优势,应用台达单品牌机电技术平台提升数控机床的基础装备能力,达成性能服务成本最优目标的综合情况 。







